Sala: Carne

Factors to improve chicken uniformity
Edgar Orlando Oviedo-Rondón, professor of the University Faculty Scholar Prestage Department of Poultry Science for North Carolina State University, was in charge of the presentation on "Factors to Improve Chicken Uniformity" during LPN 2021.
Uniformity of broiler flocks is an indicator parameter of performance, health and welfare. It can be measured as the coefficient of variation (CV) of the average weight or as a percentage of similarity of target weight for each age. There is always variation among birds, but the goal is to have between 10% and maximum 12% CV at 42 days of age. But values fluctuate between 11 and 18% among flocks of the same genetics, sex, management and age at slaughter.
The factors that can alter uniformity are multiple and the effects start before chick hatching.
Logically, the best evaluation of uniformity should be done in sexed flocks, since sexual dimorphism is a source of biological variation that is impossible to control.
Each factor adds up impacts on the bird's development, but there are some that are crucial and cause irreversible effects. Therefore, improving uniformity requires action on many aspects of production.
To begin with, uniformity, good nutrition, and low stress during the proper rearing of breeder flocks ensures hens that will produce eggs that are uniform in size, with progeny that are better able to adapt to the environment.
Good broiler egg temperature management from nest collection to the start of incubation ensures that embryonic development will not become disuniform.
Prolonged storage of the hatching egg can also reduce flock uniformity by extending the hatch window, reducing the growth rate of some embryos and multiple post-hatch developmental defects due to cell death.
Other factors such as ambient humidity of not less than 25% or greater than 65%, or water temperature and access to feed also have an effect on uniformity. Rapid access to water and feed is key to uniformity.
Some on-farm hatching methods such as Vencomatic's X-Treck have shown improvements of up to one percent in CV (12.7 vs. 11.6%).
Flocks that suffer from any factor during the first few days of life tend to have higher first week mortality and poor final uniformity, lower final weight, higher total mortality, poorer feed conversion, and increased carcass defects.
Poor uniformity may indicate problems with the house environment, problems with access to water and feed, locomotion problems, and immune challenges or diseases during growth. Houses are seldom totally homogenous. Maintaining uniformity of environmental conditions is a challenge from hen growth to delivery to the slaughter line.
Heat or cold stress, which can occur from the first days of life, limits feed intake and bird growth. Heat in conjunction with high humidity or lack of air velocity can be the most negative aspects throughout the life of the birds.
Nutrient concentration in diets also plays a major role in uniformity. Generally, the more nutrient-dense the diet, the better uniformities can be obtained. But, for example, high amino acid density must be maintained throughout life to maintain good flock uniformity. Also the particle size resulting from grain milling and pellet hardness affects uniformity.
Finally, any pathogen has a negative effect on bird development, metabolism and growth. The challenges of any pathogen and the immune response to intestinal or external microorganism infections are variable for each individual within a flock. Among the most common causes of non-uniformity are coccidiosis and dysbacteriosis, which can be complicated by necrotic enteritis.
In conclusion, the factors to improve uniformity are multiple and we must pay attention to all of them to obtain the desired results.

Influencia y manejo de la luz en la producción de huevos
Daniel A. Valbuena, Veterinario de Servicios Técnicos Globales HY-Line Internacional, fue el encargado de la ponencia sobre "Influencia y manejo de la luz en la producción de huevos" durante el LPN 2021.
La luz es un aspecto esencial en la producción de huevos del ave moderna. Años atrás estábamos muy lejos de entender las relaciones complejas entre el manejo de la luz, su intensidad, temperatura de color, los diferentes programas entre otros.
La industria avícola mundial viene insistiendo en tener aves con mayor producción de huevos vendibles, en un ambiente de bienestar animal confortable respondiendo a las necesidades de nichos de mercado específicos de tamaño de huevo, y uno de los factores para modular dicha producción es la luz y la interacción de ésta en las etapas de crianza y producción de las aves.
Con el manejo adecuado de luz lo que se busca es de manera artificial permitirle al ave que tenga un comportamiento estacionario como si estuviera en campo abierto, en donde el invierno donde hay menos intensidad de luz y un fotoperiodo menor es aprovechado por el ave para su crecimiento; y el verano donde hay mayor intensidad de luz y mayor fotoperíodo es utilizado por el ave para su etapa de reproducción.
Así mismo otro de los factores determinantes para garantizar un adecuado crecimiento en las aves y el poder alcanzar un pico de puesta no solamente más alto sino con mayor persistencia en el tiempo es el manejo adecuado de la cromaticidad de la luz, en donde hoy día se entiende claramente la diferencia entre manejar luz fría mayor a 3000°Kelvin, con longitudes de onda corta que no sean capaces de atravesar el cráneo para la etapa de crianza y luz cálida con menos de 3000°K y longitudes de onda larga capaces de estimular el hipotálamo para la etapa de producción.
Las aves domésticas ven y responden a un rango diferente del espectro del color de la luz y responden a la intensidad espectral de una manera diferente que los seres humanos.
En la industria avícola se utilizan muchos tipos de fuentes de luz, desde galpones abiertos bajo la influencia del sol hasta los galpones con la tecnología más avanzada con el equipo más nuevo sin la influencia de la luz exterior.
Es importante entender la composición espectral de las diferentes fuentes de luz para seleccionar entre los múltiples tipos de luz.
Por todo lo anterior podemos concluir que la duración, el espectro y la intensidad de la luz son muy importantes para obtener picos de producción óptimos y asegurar adecuadas persistencias en ciclos largos de producción.

En la producción de huevo se utilizan muchos tipos de fuentes de iluminación, desde simplemente la luz solar, en las naves abiertas, hasta los equipos más nuevos, con la tecnología más avanzada, en las casetas de ambiente controlado más modernas. Las diversas fuentes de luz tienen sus ventajas y desventajas, por tanto, es importante entender la composición espectral de las mismas.
Así mismo, ningún sistema de luz será eficiente si no hay unas consideraciones mínimas para tener en cuenta dentro de los galpones, su limpieza, mantenimiento y recambio oportuno son factores que van a influir y la obtención de los resultados esperados. Fenómenos como el parpadeo fotométrico de algunas lámparas pueden llevar a comportamientos adversos en las aves.
Herramientas como los focos dimerizables por el contrario en su efecto de simular el anochecer y el amanecer en los sistemas de aviarios especialmente, fomenta el desplazamiento gradual a los comederos y evita el agrupamiento de las aves previniendo episodios de asfixia.
Otro avance tecnológico importante en los sistemas de luz es la luz LED pulsátil con espectro enriquecido el cual combina varias longitudes de onda en forma pulsátil rápida, cuyo cambio no es detectado por la retina del ave, pero si afecta a los foto-receptores encefálicos aumentando lo niveles de melatonina produciendo un efecto calmante y mejorando la producción de huevos.

Decalogue of Quality and Yield: From the farm to the processing
Eduardo Cervantes López, international consultant: Management and Innovator in poultry processing, was in charge of the conference on "Decalogue of Quality and Yield: From the farm to the processing" during the LPN 2021.
After the broilers receive the best possible care during growth and are ready for processing, reaching the largest number of birds or kilos per square meter, the pre-processing stage begins PRESLAUGHTER. It is a new experience for them, who have been conditioned to a quiet environment and with the least degree of disturbance when the personnel who attend to them enter the poultry house.
Broilers are fattened in poultry houses with and without compartments. When the birds are to be grouped in the latter, the catching crew personnel generally enter in pairs holding railings or stretches of canvas, walking hurriedly, and making noise to move the flock and define the group. The instinctive reaction is immediate, beginning to run, flapping intensely, initiating short flights with the purpose of staying on the backs of its fellows, holding on with its nails to avoid falling.
Everything is CHAOS!!
Consequences: Wings battered to varying degrees, scratches on the back, great stress, etc.
Once locked up, another traumatic stage begins Collection. Two methods are traditionally used:
By the legs and taking them by the body, keeping the wings attached to it without squeezing the abdomen, which would cause them difficulty breathing.
The capture by the legs walking with them to where the cages are is very fast and economical when using crews of 6 to 10 people depending.

However, the consequences are evident:
- Bruises where the thigh articulates with the leg if they hold it incorrectly.
- Flapping with different intensity levels produces bruises on both sides of the wings.
- Dislocations of the femoral head result from turning the femur 180 degrees while skinning the worker. Bleeding occurs.
- Bleeding in the breast due to rupture of blood vessels due to the great pressure received when the wings lower.
- Fractures of the thoracic bones. They are the most fragile.
Trapping by carcass when all conditions for keeping animals still are met has shown an average reduction of 50% in seizures.
However, in some poultry houses, the following situations that increase the Losses of Salable Products are detected as normal practice:
- Lots of light: Chickens are in a state of high alert.
- Excessive noise: They use forklifts that run on DIESEL fuel. These teams create stress for them. Blood pumping to the wings and thighs is increased. They are ready to run.

CAGES WITHOUT LIDS
The birds do not put them inside the cages but throw them around like basketballs. Many of them bang their wings, and their backs bump into the perimeter where the lid is put on. So, the million-dollar question arises: Is it possible to decrease the flapping of birds when they are picked up by the feet? Etc. Answer: Indeed! This objective is fulfilled if a small detail is taken into account while handling the chickens.
Dear reader, during the presentation, you will watch the videos confirming how the damage to the integrity of the animals is LOWERED. For this reason, I invite you to put it into practice. If, in your company, you decide to catch the chickens by the legs with this implementation instead of holding them by the body, the current costs of this operation will be reduced.
CAGE SIZES
Usually, three sizes of birds are sent to the plant: Small - Roasters-, Medium, and Large, which are transported in cages that have the same internal height.
For some time, it has been found that plants process a GIANT size to meet the growing demand of a market that grows daily. Despite this reality, many processors continue to use the same cages. They only reduce the number of birds so that they are comfortable during the trip to the plant.
A new reality has been found: the animals get up during the journey, and if the road is not in good condition or there are speed bumps, the chickens suffer blows that turn into BRUISES on their backs. This detail affects the final quality of the processed pole: Grade A.
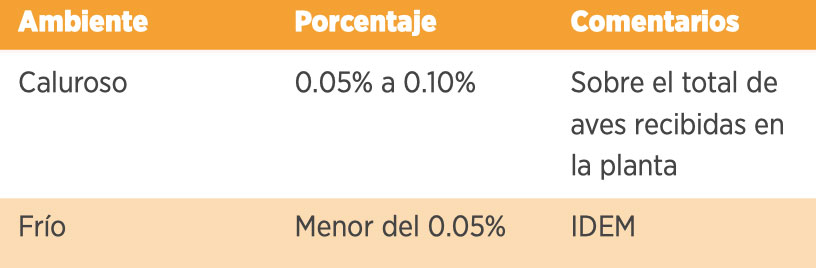
DROWNED CHICKENS
They represent a TOTAL Loss!!
Many companies use specially equipped trucks to transport birds in both hot and cold climates, achieving these loss percentages:
PROCESSING
During slaughter at the processing plant, quality deterioration is caused to the birds by inadequate work methods, mismatched equipment, incomplete infrastructure, etc.
HANGED ON SLAUGHTER AIR CONVEYOR
Some operators hold the chickens by the area where the thigh articulates with the leg, keeping it tight. This inadequate handling causes BRUISES, which can be seen as reddened areas. They can be discarded as Grade A quality birds depending on the severity.
- Recommendation: Hold the animals forming a 90-degree angle between the thighs and the legs. In this way, the pressure the legs receives does not cause any deterioration.
BREAST MASSAGER
This implementation must be well-graded and rigidly supported. Additionally, the hanging section must be darkened and illuminated with special blue, red, or green lights. As far as possible, this path to the stunner should have as few curves as possible.
Remember that these changes in rotation alter the tranquility with which the birds move, a condition that not favors a good stun. If all this physical and operational infrastructure scenario is adjusted correctly, the chickens SHOULD NOT FLAP. In the previous stage, the negative consequences on quality were explained.
It is worth noting that the time between the last hanger and the stun should be in the following range: 20 to 30 seconds to decrease blood pooling due to gravity. Likewise, flapping contributes to increasing the amount of blood lodged in the blood vessels of the wings. This reaction by broilers increases blood pumping to prevent muscles from cramping. Depending on the volume of blood deposited, it is not enough to evacuate, noticing the blood vessels full of blood at the exit of the last plucker.
STUNNED
Broilers should enter the vat of this equipment similar to the scalder. When this condition IS NOT MET, the animals touch the wet ramp with energized water with their wings and breast.
Already warned, many of them do not put their heads in the tub. But, when they do, a chain reaction occurs:
- They raise their neck above the water and keep it in that position until they get out of the tub.
- They flutter intensely, hitting their wings with their neighbors and the cabinet: BRUISES.
- They rise supported on the hooks and are dropped vertically. Effect: Dislocation of the shoulder joint: clavicle and humerus. At the exit of the plucker, a BLEEDING is noticed around this area.
Recommendation: Installing a section of tube or metal rod separated approximately 1 inch over the vent area and the lower part of the breast will prevent it from rising, making it easier to introduce the head into the water, leaving you unconscious immediately.
- When the variables: Frequency, Voltage, and Amperage are not well graduated according to the range of weight of the birds and sex, etc., they suffer excess current that increases muscle contraction, affecting the quality of the plucking. Remember that the time spent in the vat ranges from 10 to 12 seconds. Similarly, blood spread is created on the breast, wingtip, and tail.
SCALDED AND PLUCKED
All the variables that control these two operations must remain stable to achieve productive plucking: Less damage to the skin of the birds.

SCALDING
- Temperature: With the minimum possible variation.
- Water level: Cover the bottom of the hooks
- Turbulence: Be uniform throughout the tank
- Time: According to the type of broilers being processed. Yellow with epidermis. White without it.
They must be permanently closed. Those that recirculate the water in a cascade are excepted.
The path between the exit of the scalder and the entrance to the first plucker must be covered in order to conserve heat.
PLUCKED
- Use lukewarm water: 34°C to 38°C to maintain the heat that the broilers gained from scalding.
- Rubber fingers should be placed on the disc lines with an adequate hardness to remove feathers on different parts of the birds. The skin has various characteristics. In addition, some feathers are inserted in the muscles: Those of the tail and the wings.
- When you have several pluckers, the percentage of feather removal must be distributed in such a way that the first machine removes about 75%. The second, 20%, and the last, 5%. In this way, the pressure of the fingers is better distributed in order to reduce friction on the skin of the chickens.
- Every day at the end of the process, the state of the fingers should be checked, replacing those that are:
- Worn
- Splits
- Falls
If this control practice is developed in a disciplined manner, the following benefits are achieved:
- Decreased skin damage corresponding to the breast area and upper part of the thighs.
- Reduction of Dislocations in the wings: "Pop-out."
- The monthly consumption of fingers will be less than or equal to the International parameter: 1 finger for every 2,000 chickens processed.
- Example:
- Monthly process: 1,000,000 birds
- Change month: 500 fingers.
- Example:

In summary, the current levels of seizures detected in the processing plants I have reported range between 0.5% and 2.0%. They can be SIGNIFICANTLY DECREASED if the details above are monitored in real-time to take corrective actions in the shortest possible time.
Barranquilla, Colombia, September 15, 2021

Some causes of wet litter in broilers and hens
Manuel Contreras, DVM, MS, ACPV Agrifirm/Special Nutrients in Miami, was in charge of the presentation on "Some causes of wet litter in broilers and hens" during the LPN 2021.
There are a large number of conditions that can cause wet litter in broilers and hens with very diverse etiologies.
Among the factors we will review, we will include the components of the feed, antimicrobial, bacterial, or viral pathogens, parasites such as coccidia, toxins such as mycotoxins, and environmental factors.
Wet litter represents a complex and relatively common problem that affects production efficiency, either due to the presence of burns on the skin of the chickens (high levels of ammonia that accumulate in the litter) or a higher incidence of dirty eggs in the case of hens that produce table eggs or heavy and light breeders. Here are some of these agents:
FEED INGREDIENTS
- Elevated sodium/Na (Salt) concentrations in the feed.
Traditionally normal levels of Na added to commercial diets are approximately 0.16 to 0.20%. If higher levels are included, more water will be eliminated in the feces.
- Use of calcium carbonate with high levels of magnesium (Mg).
When limestone (calcium carbonate) containing high levels of Mg, known as dolomite, a mineral composed of Ca carbonate and MG, is added, watery stools may occur.
- Use of Ca carbonate in particulate form.
This nutritional management practice is most critical in older commercial hens. Wet litter can be reduced by adding the Ca carbonate as 3 to 5 mm particles instead of using the product in powder form.
- Incorrect inactivation of natural inhibitors present in soybean, barley, and flaxseed meals.
- Excess protein in the diet, especially soybean meal.
Commercial chickens that consume more than 17% protein in the diet produce excess uric acid that is eliminated through the kidneys (feces).
- High consumption of Na and K in feed or drinking water.
- Excess animal fat or poor quality fats such as "yellow grease" in the feed or rancid fatty acids.
- Inclusion of high levels of wheat, barley, and rye without adding enzymes to improve digestibility.
These grains can stimulate mucus production and increase the ingestion viscosity, favorable conditions for the growth of Clostridium perfringens (C.P.).
ANTIMICROBIALS
A coccidiostat, such as Lasalocida, which is characterized by increasing the elimination of water through the feces in broilers. When the product is used, the ideal concentration of Na in the chicken diet should be 0.15%.
Excessive use of antibiotics. They can kill beneficial bacteria like Lactobacillus and facilitate the growth of Salmonella, E. coli, and C.P.
BACTERIAL AND VIRAL PATHOGENS
Viral enteritis of unclear etiology and apparently caused by astroviruses, enteroviruses, parvoviruses, reoviruses, and rotaviruses can cause wet litter in chickens as young as 11 days of age. These cases are known as malabsorption syndrome or runting stunting syndrome. In addition, there are reovirus strains associated with similar conditions that can already be used in commercial vaccines.
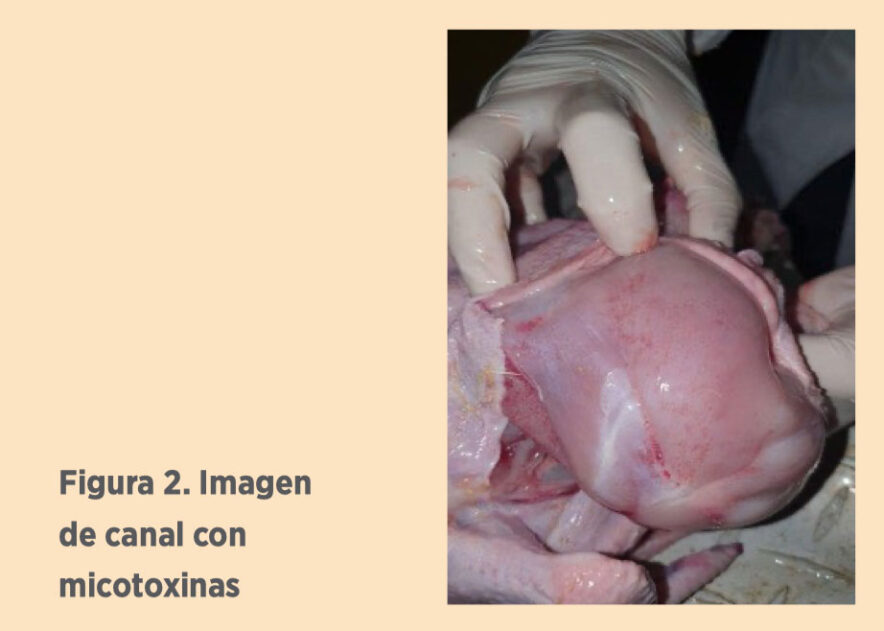
TOXIC/MYCOTOXINS
There are several mycotoxins that affect epithelial tissue and, therefore, can hurt intestinal integrity. The best known are T2 toxin, diacetoxyscirpenol (DAS), and monoacetoxyscirpenol (MAS). These three mycotoxins can predispose birds to infections with E.N. Fumonisins and Vomitoxin (DON), damage the epithelial barrier of the intestines, inhibit protein synthesis, and predispose birds to develop Necrotic Enteritis.
Commercially, the mycotoxin that can most frequently cause wet litter is Ochratoxin due to the effect it has on the kidneys. This type of lesion eliminates a greater amount of water in the feces.
ENVIRONMENTAL
- Heat stress leads to excessive water consumption because the bird needs to compensate for high environmental temperatures through hydration. The result is that the litter will have a higher level of humidity.
- Well water with high levels of Na, K, and Mg will cause more excellent elimination of water in the feces.

In conclusion, maintaining a healthy digestive system results from controlling many factors simultaneously, as we have reviewed in this article. A simple approach will not solve all problems and will not allow us to maintain the proper gastrointestinal balance. As almost always happens in poultry farming, it is necessary to work on improving several factors simultaneously to solve the problems that arise daily.

Consequences of poor feed management and repercussions on profitability and carcass yield.
MSc. Alejandro Salgado was in charge of the presentation on "Consequences of poor feed management and repercussions on profitability and carcass yield" during LPN 2021.
The profitability of poultry production is focused on the best use and reduction of discards both in the field and in the processing plant. The impact of processing plant discards is related to the quality of the poultry received, which can be affected by the handling, genetics, health and nutrition of the poultry.
Nutritional deficiencies and poor feed manufacturing can affect poultry carcass quality and have repercussions on profitability and yields in processing plants. The objective of this presentation is to provide practical experiences in a didactic way on problems derived from nutrition and poor feed handling on profitability and carcass yield.
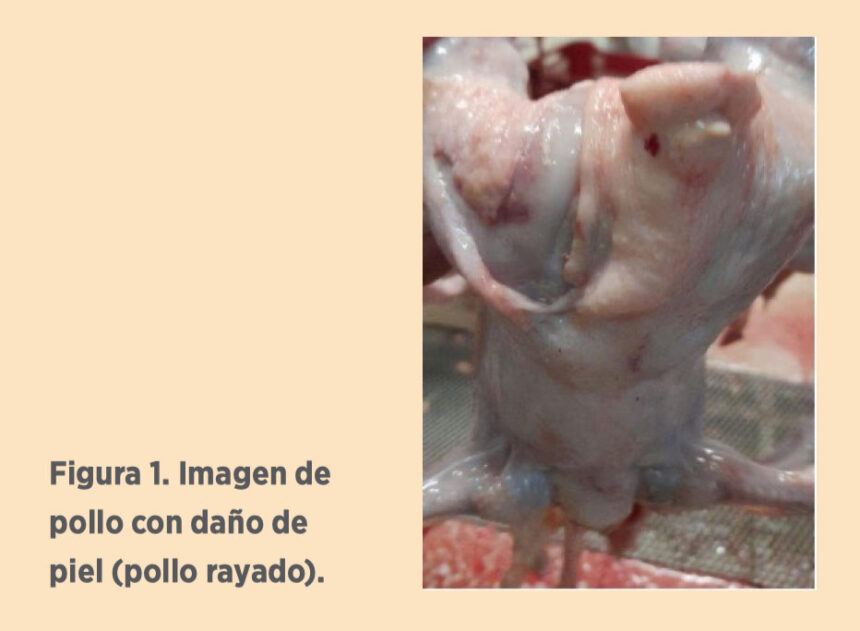
Among the findings that affect carcass quality related to nutritional deficiencies associated with minerals and vitamins, we can mention those associated with skin damage such as scratched chicken, cannibalism and foot rot. The minerals Zinc and Manganese are important for skin texture depending on their composition of oxides, sulfates or chelates.
The mineral Sodium, plays an important role in nerve activity pro cannibalizes. Vitamin biotin also plays an important role in skin texture.
Scratching and cannibalism affect profitability by promoting discards due to presentation damage and affect yield by reducing utilization through additional cuts of affected parts.

Foot pad dermatitis affects the quality of the foot pad area and also promotes the discard of damaged feet. Both chicken scratching, cannibalism and foot pad dermatitis are closely associated with field management factors such as density and management of feeders and drinkers.
Associated with the mismanagement of raw materials and feed manufacturing that affect the quality of the carcass, we have the presence of mycotoxins in the feed.
Mycotoxins are fungal metabolites that cause bleeding, bruising, pale livers, and eroded gizzards in the carcass. Nutritional strategies to reduce this impact are to review the quality and inclusion levels of mycotoxin binders in the diet, as well as the inclusion of liver protectants such as biotin, choline, and vitamins.
Mycotoxins are antagonistic to vitamins and vital in the absorption of vitamin D in the intestine for the absorption of Calcium. Vit D deficiency promotes poorly formed bone problems and pathological bone problems. Therefore, it is common in feed plants to neglect the use of grains from the bottom of the silo, the use of which requires the dilution of the grains to avoid further damage from mycotoxins, both in yield in the field and in the processing plant.
The quantity and quality of fats used in the feed are highly related to the quality and yield of the carcass.
The feed formulator must maintain an energy/protein ratio according to the specifications of the genetic line and ensure that the acidity and moisture levels of the fat in the balanced feed do not affect the yields in fat deposition in the carcass.
A high level of energy in the diet leads to greater inclusion of fat as an ingredient, promoting excessive fat trimming in the carcass during processing and a reduction in fat in blanching and chilling, directly affecting performance.
At the same time, customer satisfaction is compromised when complaining about the meat-fat ratio in the carcass. Therefore, adjusting the blanching and pre-chiller temperatures to reduce shrinkage are strategies to be followed by the processing line when having carcasses with excess fat.
Bone problems such as lameness, crooked fingers, and fractures also affect yields in processing plants. They may be associated with nutritional factors and poor feed management, mainly due to the Ca:P ratio, granulometry, vitamin sources, and use of enzymes in the diet. An imbalance in Ca:P and vitamin D in the diet promotes brittle bones, leading to additional culling or cutting.
Additionally, an excess of methionine in the diet decreases the rate of bone mineralization. Finally, locomotor problems cause the bird to prostrate and damage the breast with ammonia from the litter, giving it a bad appearance with a possibility of culling, affecting performance and profitability.
With the speed of growth and development of the breast of the new chicken genetic lines, the problem of myopathies has arisen, such as wooden breasts that affect plant yields and that are linked to the nutritional point of view.

Classified as a syndrome, wooden breast occurs when a chicken breast integrates hard muscle fibers with a rubbery and elastic texture, which makes it challenging to eat. The wood breast is not a pathology or disease; its treatment in the plant must avoid discarding and directing these cuts to another additional processing line. The nutritional strategy to avoid this problem is to supply a pre-starter diet with a high nutritional level of amino acids with a lysine adjustment in each feeding phase.
The economic repercussions of poor feed management or a nutritional deficiency originating in the balanced plant translate into a decrease in the profitability of a poultry integration with a direct effect on the processing plant.
The carcass's quality reflects the actions in genetics, health, management, and nutrition of the bird. In this article, the repercussions of carcass processing were addressed regarding effects on profitability and yield from the perspective of nutritional deficiency and feed manufacturing.

Miopatías del Músculo de la Pechuga en Pollos
Rodrigo A. Espinosa, Veterinario Regional Senior de Servicios Técnicos para Norte y Latino América, fue el encargado de la ponencia sobre "Miopatías del Músculo de la Pechuga en Pollos" durante el LPN 2021.
Durante los últimos diez años, ha habido un aumento en la cantidad de informes sobre miopatías del músculo de la pechuga (BMM) observadas en la planta de procesamiento avícola que, en algunos casos, pueden tener consecuencias económicas serias para el productor y un efecto negativo en las preferencias de los consumidores con respecto a la carne de pollo.
Si bien la incidencia de las BMM es errática y no se observa en todas las regiones del mundo, se ha vuelto una cuestión importante para la industria en general.
Como consecuencia, Aviagen ha invertido una cantidad significativa de tiempo y recursos para investigar sobre el tema, al igual que lo hacen diversas universidades. Si bien todavía no comprendemos en su totalidad las causas metabólicas de las BMM, nuestro conocimiento ha aumentado considerablemente durante los últimos cinco años.
El objetivo de este documento es resumir el conocimiento actual sobre las miopatías del músculo de la pechuga, los factores que pueden estar involucrados como causantes de la miopatía y las posibles soluciones para reducir su incidencia y gravedad. No todas las miopatías que aquí se detallan tienen un efecto importante sobre la calidad del producto, pero se incluyen para ofrecer información completa.

HISTORIA DE LAS MIOPATÍAS DEL MÚSCULO DE PECHUGA
La primera miopatía del músculo de la pechuga que impactó la industria avícola fue la miopatía pectoral profunda (DPM), también conocida como enfermedad del músculo verde o enfermedad de Oregón, que se identificó, inicialmente, en pavos en los años 60.
La DPM se manifiesta en uno (ambos) de los filetes internos de la pechuga (es decir, el músculo pectoral menor), que se atrofia y s vuelve de color verde.
Esta condición también se observó en pollos de engorde a fines de la década de 1990 y se suele observar ocasionalmente en las plantas de procesamiento.

En la década de 1990, se describieron dos condiciones relacionadas con el color de la carne de la pechuga de los pollos de engorde: pálida, suave y exudativa (PSE), y oscura, firme y seca (DFD).
La PSE se había observado inicialmente en puercos, y se descubrió que se debía a una mutación de un solo gen.
Sin embargo, se descubrió que la PSE y la DFD en los pollos de engorde no se deben a un solo gen, sino, principalmente, al estrés previo al sacrificio desde el momento de captura de las aves hasta el arribo a la planta de procesamiento y al proceso de sacrificio propiamente dicho.
Aunque tanto la PSE como la DFD se observan en niveles bajos en la mayoría de las plantas avícolas y no causan problemas de aceptabilidad significativos en los consumidores, sí tienen un efecto menor sobre la calidad de la carne.
Desde 2010, se han informado tres BMM con frecuencia creciente: estrías blancas (WS), pechuga de madera (WB) y músculo de espagueti (SS), también conocida como músculo blando. En la mayoría de los casos, la WS no ha tenido un efecto significativo en la aceptación de la carne de pechuga de pollo entre los consumidores, pero la WB y la SS, en casos graves, han causado problemas dentro de ciertos productos.
Estas miopatías pueden haber estado presentes antes de 2010, pero no fueron reconocidas en la planta de procesamiento.
RESPUESTA DE AVIAGEN FRENTE A LAS MIOPATÍAS DEL MÚSCULO DE LA PECHUGA
Si bien la DPM ha formado parte de los objetivos de mejoramiento durante muchos años, la WS, la WB y la SS se agregaron a los objetivos de mejoramiento en 2012 con el fin de reducir la tendencia genética a expresar estas condiciones en el campo.
Aviagen selecciona de forma tal de evitar la tendencia genética a padecer miopatías de pechuga dentro de un objetivo de mejoramiento balanceado que también incluye otras características relacionadas con la eficiencia biológica, el rendimiento, la robustez, el bienestar y la aptitud reproductiva.
Teniendo en cuenta la base genética baja de las miopatías de pechuga (Bailey et al., 2015) y el tiempo necesario para que los cambios en el nivel de pedigrí lleguen al nivel del pollo de engorde, se espera que la tendencia genética a exhibir estas miopatías haya comenzado a reducirse en 2018.
Es importante destacar que es poco probable que la incidencia de las miopatías de pechuga alcance el nivel cero solo gracias a la selección genética, ya que existen factores.


Optimización y reducción de costes operacionales para aumentar la rentabilidad
El Ing. Elbio Woeffray, UTN- FRCU en Argentina, fue el encargado de la ponencia sobre "Optimización y reducción de costes operacionales para aumentar la rentabilidad" durante el LPN 2021.
Las plantas avícolas necesitan incorporar para su gestión indicadores productivos y energéticos que le permitan valorar su funcionamiento. Estos indicadores no solo podrán referenciar a la planta en función de las demás similares, sino que constituirán la columna vertebral de un sistema de control interno que permitirá trazar metas, objetivos de corto y mediano plazo.
La valorización de objetivos permite medir los distintos parámetros y establecer políticas internas de autogestión y establecer los cuellos de botella del proceso.

Los principales parámetros para medir son:
- INDICADOR de SUSTENTABILIDAD (índice WOEFFRAY), que permite evaluar la relación entre producción y cantidad de personal (productividad).
- INDICADOR DE GASTO DE ENERGIA ELECTRICA: que permite evaluar la energía consumida por la planta en función de las aves faenadas.7
- INDICADOR DE GASTO DE COMBUSTIBLE: Sea Gas Natural, Propano o Biomasa, permite evaluar el consumo de energía térmica para el escaldado y la sanitización de la planta.
- INDICADOR DE GASTO DE AGUA: permite evaluar la operatividad sanitaria de la planta en función de este insumo crítico para la sustentabilidad global.
Con estos indicadores en la mano, podemos entonces trazar líneas de trabajo dentro de la planta para optimizar la gestión:
SUSTENTABILIDAD
Existe una relación establecida por el autor, producto de valorar la cantidad de toneladas por año producidas por la planta, divididas por el numero de operarios totales de la misma.
Este indicador oscila entre 100 tn/persona, año y 400 ton/persona, año.
El nivel mínimo de viabilidad es de 200 tn/ persona,año. Por debajo de este valor las plantas se encuentran en riesgo de operatividad en función de su productividad.
Por encima de 300 tn/persona,año, las plantas presentan un nivel de sustentabilidad óptimo, con altas chances de supervivencia.
Este indicador en Argentina, ha sido probado en su eficacia con varias plantas que han sobrevivido y otras que han quebrado.
ENERGÍA ELÉCTRICA
Este indicador valoriza para plantas entre 50.000 y 100.000 pollos/día el gasto de energía eléctrica en 0,4 kwh/pollo,mes.

Las plantas que se encuentren por encima de dicho indicador deberán evaluar su gasto de energía con el siguiente criterio:
El mayor gasto eléctrico se produce en la generación de frío ,80% del gasto total de energía eléctrica se toma en dicho sector.
El control de esta variable mediante el uso de una plataforma de visualización tipo SCADA y un software de gestión permitió en una planta reducir el 10 % del consumo anual de electricidad.
Para esto fue necesario cablear toda la planta permitiendo el registro de todos los puntos de control, temperatura, presión, tiempo, etc y llevándolos a un PLC para su monitoreo.
Posteriormente un software los evalúa, los compara con indicadores preestablecidos y los visualiza en una pantalla SCADA.
COMBUSTIBLE
El indicador más usual es 0,12 m3 Gas Natural/ ave,mes, con plantas que poseen rendering incorporado.
El mayor paradigma se produce en las plantas que poseen rendering, ya que utilizan vapor para el cocimiento de sus vísceras y plumas. Habida cuenta entonces que poseen una caldera de vapor utilizan el mismo para el escaldado de las aves.
El problema de utilizar el vapor a presiones de 8 atm y temperaturas de 125 grados centígrados, es que para generar dicho vapor se usó energía del orden de 630 kcal/kg de agua utilizada y para escaldar las aves se necesitan simplemente agua caliente a unos 80 grados (para lograr efectivamente 54 grados en el agua de escaldado) , con un consumo total de 60 kcal/kg . Esto significa que es posible lograr un consumo de energía diez veces menor con el solo hecho de utilizar agua caliente en vez de vapor.
AGUA
El gasto óptimo de agua no debería superar los 7 litros por ave faenada.
Lo primero que se debe medir es el consumo de agua necesaria establecida por la legislación para un correcto manejo sanitario de la canal. Según las recomendaciones de la Unión europea, se necesitan:
0,3 lts/ave en el escaldado de renovación, 1 lt/ave de renovación en las duchas post-pelado, 1 lt de renovación en el sistema de evisceración, y 1,5 lts de renovación en los chiller de enfriamiento,esto estaría sumando menos de 4 lts/ave. Si a esto le agregamos 2 lts/ave de limpieza operacional y post-operacional estamos en 6 lts/ave.
Fuente
MANUAL DE CÁLCULOS PARA EL DISEÑO DE PLANTAS DE FAENA AVÍCOLAS, Elbio Miguel Woeffray, EDUNER. UNIVERSIDAD NACIONAL DE ENTRE RÍOS, 2019

Benefits of the investment in modernizing equipment for egg and meat production
Claudio Machado, Knowledge Management Manager/ Spec. Poultry at Grupo Vencomatic was in charge of the presentation on "Benefits of the investment in modernizing equipment for egg and meat production" during the LPN Congress 2018.
With the entry of new technologies and different concepts in the market for eggs for consumption and meat, we must be clear about where we are and where we are going, but above all, if it is worth taking a step towards this direction because the experience from other markets and seeking the answer to exactly when and how to do it, without compromising money and knowledge, are the keys to success in any investment in our sector.
Whenever something new appears in our market (which is very restricted and full of peculiarities), whether in new production concepts or equipment, it is normal for us to be afraid and insecure if we have to believe and adapt to it with the idea to make an investment.
However, in this globalized world in which we live, where information is almost instantaneous, we cannot be arrogant and believe that we know everything and do not need help. Therefore, we need to make some shortcuts; we cannot and must not persist in mistakes that have occurred in other markets.
Shortening paths aims to exchange knowledge, showing what has worked well and poorly throughout the world in the transitions of technologies and different production concepts, always based on what the market and the consumer are proposing as a rule.
For this, it is essential to have a straightforward reading of the different consumers and the other markets in which we operate, to know what they are looking for, to understand and accept that this is the new consumer coming to the market, which has culture and power.
Knowing the consumer in detail and being flexible to change will be decisive when defining how much, for what price, and how we will make food available since they will be the ones who will pay the bill from now on.
The sustainable issue must also be discussed daily in any company that wants a long life because if we look ahead, no more than ten years, we can know that consumers will have a different profile and a much higher level of knowledge and demand with issues that Until recently, it was not taken into account in our day-to-day decision-making, this new public will be the one that will make the decisions for the families.
The price factor and cost of implementation of these new production projects must always be taken into account and treated as a priority in our decisions since the cost of production and the final price of the product in the supermarket gondola must be analyzed and prioritized in the time to define, where and with which company to continue.
Another critical point that can help shorten the path is the Know-How factor, that is, how much knowledge the companies that will implement the new technology have to transfer to the producer. This is important for success to be certain or with low risk; care must be taken so that our farm does not become a testing ground. At the time of decision-making, it must be clear when and how it will be done, as I do not doubt that in more complex cases, this becomes the primary intrinsic value of a product.

Ensuring high productive performance for our birds III
Dr. Xavier Asensio, Aviagen SAU Technical Director for Spain, Portugal, and Morocco, was in charge of the presentation on "Ensuring high productive performance for our birds" during the LPN Congress 2018.
Protocol for the control of ventilation
In recent years, many controlled environment facilities have been built for broilers and rearing and laying breeders. These new facilities are designed to give birds greater comfort and thus be able to express their genetic potential.
The poultry houses have been built with materials that provide good thermal insulation and tightness; Likewise, they are highly technical and allow to manage and control of many parameters, from temperature, through humidity, CO2, the speed of the air at the entrance, and on the litter or the negative pressure.
At the same time that the birds have been improving their performance, it is also necessary to adjust more precisely all the parameters related to environmental control to achieve good profitability.
Therefore, it is essential to work with good installations, know them perfectly to handle them well, and constantly check them to correct deviations derived from their age and continued use.
The importance of regular scheduling reviews
It is evident that over the years, the probes need to be calibrated, the tightness can become poorer, and the performance of the fans can degrade. A poorly maintained poultry house stops behaving correctly and stops being predictable. Therefore, when we correct the environmental conditions, the response may not be adequate, or the house may simply no longer function normally.
Consequently, it is necessary to schedule periodic inspections of the buildings to assess the proper functioning of their components and implement corrective measures if failures are detected. Among the many points to check, it is vital to check the correct negative pressure, the buildings' tightness, the fans' capacity, the hatches' opening, and the air's speed. These parameters are critical since they influence the air movement inside the poultry house, specifically on its speed at the entrance, the birds' level, and its circuit.
Whether working with minimum ventilation or if the outside temperature is high and we work by temperature, it is essential to correctly manage these parameters to comfort the birds, thus maintaining growth, correct feed conversion, and avoiding pathologies.
To carry out these checks, we need to have to measure material. Among others, a depression gauge, an anemometer, a thermographic camera, and a tachometer are necessary. This material must be precise and periodically calibrated to avoid readings that lead us to incorrect conclusions.
Likewise, the measurements inside the warehouses must always be carried out in the same way, following protocols that mark us in which positions we must locate ourselves and how we must place the instruments to correct the measurements.
Once the measurements have been made, they must be compared with the expected parameters or even with the readings that the ventilation regulator is giving us at that very moment. The results of these comparisons will tell us if there are deviations and, therefore, if corrective maintenance actions should be carried out.
Sanitary voids are an excellent time to check if the environmental control of our farms is correct. In addition, a periodic program for checking buildings and maintenance is essential. It should be part of our work routines, for example, cleaning and disinfection or maintenance of generator sets.

Ensuring high productive performance for our birds II
Mr. Serafín García Freire, Avi's Technical Advisor at Boehringer Ingelheim, was in charge of the presentation on "Ensuring high productive performance for our birds II" during the LPN Congress 2018.
The 20 decisions to make when building a poultry house
The importance of management and facilities in intensive poultry farming.
As it is known, the productive result of poultry farming depends fundamentally on four factors (the 4-legged chair): nutrition, health, genetics, and management of the birds. A small deficiency in any of these factors will trigger a worse productive result and lower profitability for poultry farmers and integrations. Unfortunately, the widespread application in the poultry industry of technological advances in genetics, nutrition, and health have made possible levels of quality control and improvement in these fields unthinkable until just a few years ago.
However, currently in management, technological advances are not so widespread. That is why management is, today, one of the most determining factors; since by making small improvements, we will achieve a significant increase in productive results.
To correctly manage the birds, we must use good ventilation designs and the technological equipment available in the market. Only in this way will it be possible to provide the birds (much more "delicate" due to their high degree of genetic evolution) with the environmental comfort they need, guaranteeing good productive results and, consequently, optimal farm profitability.
With the current breeds, no matter how experienced the poultry farmer may be, if he does not have adequate facilities, the viability of his system will be compromised.
What facilities are the most appropriate?
When building or restoring a poultry house, the poultry farmer has to make numerous decisions based on circumstances such as the type of bird (chicken, hen, turkey), production model (intensive or free-range), the climate of the place where it is located the ship, final weight of the birds, etc.
Although all the decisions to be made are decisive: three of the utmost importance stand out. An incorrect choice in any of these critical decisions, in some cases, can end up compromising the viability of the exploitation:
- Poultry house type: open or closed.
- Environmental computer model.
- Summer ventilation design: cross ventilation or tunnel ventilation.
We also have other decisions that we should not underestimate since they will have a significant influence on the investment of the installation and production costs, such as:
- Winter ventilation design: cross ventilation/roof ventilation or longitudinal ventilation.
- Hatch opening mechanism: cable or tube.
- Recommended insulation level.
- Type of heating: according to heat distribution and combustion mode: hoods/hot air heaters or underfloor heating.
- Preheating of incoming air in winter by mean exchangers: no use of exchangers or use of exchangers.
- Preheating the incoming winter air by solar action: single roof or attic.
- Pillars on the inside or pillars on the outside.
- Insulation from solar radiant heat (summer): compact roof or ventilated roof.
- Inner ceiling height.
- Lights color: white or blue + green.
- Teat flow.
- Forms of water disinfection: Chlorine/hydrogen peroxide or chlorine dioxide.
- Soil waterproofing: concrete or concrete + plastic.
- Air velocity in the tunnel: 2.5 meters/second or 3 meters/second.
- Type of fans.
- Evaporative cooling type: evaporative opanel nozzle.
- Electrical saving systems: capacitor banks.

Ensuring high productive performance for our birds
Dr. Jose Carlos Muñiz, Manager of Technical Consulting Jamesway Incubator Company, was in charge of the presentation on "Ensuring high productive performance for our birds" during the LPN Congress 2018.
Application of new technologies in the environmental control of poultry houses
In recent years, advances in poultry farming have been very important in both the genetic and technological areas.
This part of the new technologies is what we are going to focus on, seeing how to apply these advances in the poultry industry.
The sensors have gained precision and reliability, having probes for temperature, relative humidity, CO2, NH3, static pressure, airspeed, lux meters, and PH meters.
We can incorporate this technology into the new regulators to, in this way, ensure that the advisable limits of humidity and harmful gases such as CO2 and NH3 will not be exceeded.
The programmed minimum ventilation needs lose importance as all these sensors influence them.
We can install temperature and humidity probes inside and outside the building to calculate at any time what ventilation is needed to eliminate the water vapor produced by the animals.
Production control sensors
- Silo weighing system
- Bird weighing system
- Water meters
- Electricity consumption meters
- Gas meters
- Water level sensors in drinker lines
- Video-cameras
- Alarm systems
All these sensors open up a new world for us, generating information that can help us manage production in a poultry house.
Weighing systems give us conversion rates in real-time.
Water meters allow us to detect sanitary problems very quickly and even manage and manage the ventilation of the warehouse.
In addition, a huge source of information is generated to manage alarms and specific problems that are generated so much on a farm.
The weighing of the silos and the weighing of the birds help us to manage the feed factories and the transports. And the weighing of the birds is essential for decision-making in the slaughterhouse.
Current poultry houses and the application of new technologies
All this information generated by all the sensors and the increase in the price of fuels for the heating system has led to the development and cheaper insulation and its availability. Together with the generic advances in birds, it has led us to need poultry houses that stop depending on external weather conditions. It has gone from open houses to closed houses with solid walls, well insulated on the walls and ceiling.
Being closed poultry houses, we can better manage lighting, ventilation, heating…
At this point, it is essential to highlight the need to close or improve the old warehouses not to lose the productive or economic improvements the new designs allow us.
Although you always have to see if it is better to reform or make new ships. At this point, the size of the buildings is essential. So every day, larger buildings are built in width and length to lower the cost of building per housed chicken.
One of the important changes that are taking place in Europe is the use of heat exchangers to take advantage of the heat from minimum ventilation. They make a lot of sense in cold areas, where the energy cost is high.
The alarm system is of vital importance. Since they are more automated sheds, it is necessary to have an alarm system that avoids all kinds of problems, and the alarms must be more complete.
Communication systems and the cloud
The information generated by the new controllers of the houses with all that amount of sensors is only one of the legs of the production.
Production companies are interested in managing all the industries involved in production and the union of these with marketing.
The incubator, the feed plant, the slaughterhouse, and the management of the different types of transport to be able to serve an increasingly demanding market.
We focus on managing the part involved in the production and providing information so that all industries can be managed.
But today, the ventilation controllers are in charge of measuring and passing on the information the sensors measure. We also try to use this information to manage environmental parameters better. And generate the productive parameters within our reach to the rest of the industries to facilitate their work.
In addition, we greatly facilitate the work of farmers and field visitors or managers with communications via the Internet and cell phones.
When the visitors arrive at the farm, they see how it is, the data records of all the breedings to see what has happened, and thus they can make decisions more quickly. In addition, they can manage their work by having access to all the information without having to travel or decide where it is better to go before or after.
The new technologies are and will quickly change the way of producing, gaining in efficiency and, above all allowing decisions to be made more objectively by having more data to consider.

Perspectives and Challenges in Turkey Production in Latin America
Rodrigo Castillo, Agrícola Ariztía from Chile, was in charge of the presentation on "Perspectives and Challenges in Turkey Production in Latin America" during theLPN Congress 2018.
Undoubtedly, the production of turkeys at an industrial level is something about which there is not much information, in addition to the few scientific and research publications that help to improve and obtain the maximum genetic potential of the species, the size of the birds and the yield per square meter, among other characteristics, are parameters to consider when a producer decides to get involved in this business.
Introduction
The yield per square meter is 15% less per year than a broiler. This is why the production of turkeys is not an accessible business compared to its "brother" of the genre, that are broiler chickens. Already from reproduction, they are entirely different (natural mating vs. artificial insemination), average feed value (much more expensive in turkeys), and consumer eating habits.
It is very unlikely that a person could eat turkey for a whole week, but it is possible that it was chicken meat. So these are some examples of the limitations we find ourselves in when deciding to venture into the business with these birds.
But there are always alternatives that can allow us to be competitive, innovate and make turkey meat attractive.
Turkey vs. Chicken
We first need to stop thinking that turkeys are the same as chickens because although they both have feathers, they are quite different, starting with their size. Although both species are birds, they have other characteristics.
One of the first things we must do is meet our leading actor, THE TURKEY.
Its scientific name is Meleagris gallopavo, and it is native to North America, mainly covering the areas of Canada, the USA, and Mexico.
Currently, meat breeds are concentrated in two large genetic houses, Nicholas and Hybrid, where the selection pressure has been focused mainly on having birds with better meat conversion and yield.

Turkey performance indicators
If we review some global and regional indicators regarding Turkey's performance, we find the following:
- Per capita consumption in the USA is 7.3 kg/year, the highest in the world. Canada follows it with 4.3 kg/year. In the case of Latin America, Brazil has a consumption of 0.4 kg/year, Mexico 1.7 kg/year, and Chile 4.1 kg/year.
- The USA is the leading country producing turkey meat, with almost 50% of world production, followed by France and Germany. On the South American side, production is headed by Brazil. Emerging countries as producers are Russia and Poland.
A not-minor and very relevant issue is the cost of production per live kilo of a turkey vs. a grilled chicken. While for the first, the value fluctuates close to USD 1.07 per live kilo versus USD 0.8 per live kilo for the second.
Production cost
This difference of 33% more than cost only in primary production presents us with the first great challenge: looking at alternatives to deliver added value to the product that we bring to the market.
Processing plants
Another issue we must look at is what happens with our product once it is dead. Will we be taking advantage of its full potential?
The genetic progress of turkey in recent years has been driven by an intense selection pressure to improve feed conversion and higher live weight, which is mainly due to the noblest cut of turkey, the breast.
- 1. Carcass performance
Getting the animal to express its full potential depends on a perfect balance between the environment, health, and nutrition. One of the things that can tip the producer's balance to opt for the production of turkeys is the higher yield of the carcass compared to chicken.
For example, a 3.2 kg live male broiler has a carcass yield close to 77% and a % breast meat of 25%. For a 20 kg live male turkey, its carcass yield is 79%, and the % of breast meat is 27%.
As you can see, we have much more breast meat than a broiler, and by the way, it is the one with the most significant demand and for which more is paid, but the problem is not the white meat of turkeys, but the dark meat (legs).
This is where we must use the available technology to review alternatives, such as arriving with the product ready for consumption, manufacturing products with different flavors, and making ground meat, sausages, hams, etc.
- 2. Carcass quality
Another point that we must keep in mind is the "quality" of turkey meat. Most of the turkey's fat is found under the skin and not between the muscle fibers, making it much leaner and easier to clean.
For example, 100 grams of turkey meat provide 1.5 grams of fat versus 20 grams in the case of beef and 7 grams for pork, to name a few examples.
Under these attributes stated above, it is interesting to focus the consumption of this animal protein in populations of infants and children, such as "healthy" hamburgers or the elderly as something "light" and therefore healthy.
Turkey meat consumer
Regularly consuming turkey meat helps control cholesterol, maintain a proper weight, and is an easily digestible protein.
Under this same perspective, the prudent and rational use of antibiotics can allow us to find market niches that may still be emerging. Still, it will surely be tacit conditions when the consumer chooses the shorter rather than longer term.
The incursion into the millennial market is a critical issue in the sustainability of any company.
How they see the product they are buying is not enough, they want to know more about its history, how it was made, and under what conditions the animal was raised and processed (antibiotics and animal welfare, to name a few examples) are essential when buying.
Regarding animal welfare, we can point out that there is a growing concern on the part of consumers for the welfare of farm animals; consumers perceive a problem in the management of animals and require more and more information on what is understood as the ethical quality of the products. But now companies, instead of considering animal welfare as a threat, see it as a business opportunity, which is being incorporated into market strategies.
Increase well-being, improve business efficiency, meet consumer expectations, and meet market demands. This can be achieved with constant work by companies with training programs and investment in structural issues.
Additionally, it is essential to work on good animal welfare practices, following guidelines of local and international recommendations, certifying production in terms of animal welfare, and providing the necessary guarantees to the market and consumers.
Another issue that is also important is the sanitary challenges that we can face in turkey production. Among the main problems, we have the following to name the most relevant:
- Histomoniasis or Blackhead: this disease produced by the protozoan Histomina Meleagridis can manifest at any stage, but it is much more severe in males. Although females also show signs, the increase in mortality is very slight. If treatment is not performed, morbidity and mortality can reach 100%.
- Salmonella spp: although it does not cause sanitary problems in animals, it is a limiting factor when marketing meat.
- Pasteurella Multocida: for which the main thing is a correct diagnosis, isolation, and serotyping of the isolated strain to determine if the vaccines available on the market confer protection or otherwise develop autovaccines if the cases are repetitive. Quinillones (Enrofloxacin) respond favorably and manage to control the infection. The primary tool is reasonable pest control and biosecurity.
- Mycoplasma Gallisepticum: it is also a high-impact disease as it is very contagious and acts as a precursor to more severe secondary bacterial conditions that can end with the death of the animals and generate high seizures in the processing plant.
- OTR/TRT: they are also observed, mainly during the winter, when the pavilions are closed more, as well as enteritis (Clostridium) symptoms that are generally preceded by some stressful factor (water cut, ventilation failure, etc.).
These are some of the most recurring problems that one can be faced, but the primary tool to avoid the appearance of this or to control it is good Biosecurity in the facilities.
There must be documented protocols for the entry and exit of people and vehicles, vegetation control around our facilities and vectors, all material that enters or leaves must be washed and disinfected, change of clothes and ideal shower, cleaning and disinfection procedures for the facilities once the breeding and fattening are finished, etc…
Conclusion
In conclusion, turkey production is a branch of poultry farming in which many things remain to be investigated and carried out; where many experiences are adapted from broilers, but it must never be forgotten that they are another type of bird.
Turkeys are not necessarily going to respond in the same way, and therefore we work to answer questions and be able to make turkey a real, healthy, and affordable alternative.

Contamination vectors and sanitary challenges in poultry farming
Marie Somville y Frédéric Pradelle, from Octopus Robots, was in charge of the presentation on "Contamination vectors and sanitary challenges in poultry farming" during the LPN Congress 2018.
Treatment and work of the litter
Today poultry farming must face several problems; between intense production, animal welfare, pathogens, and the environment, the pressures on poultry farming are multiple. Control of the internal conditions of the buildings is essential to obtain sufficient production in an environment conducive to animal welfare.
Causes and problems derived from litter
The problem regarding health risks and animal welfare is fundamentally a microbiological problem directly related to poultry litter. It is healthy at the start of the flock, but it gradually becomes laden with poultry droppings, food scraps, and water.
Excessive humidity causes the accumulation of litter, the development of bacteria and other microorganisms, and a more significant release of ammonia. The formation of ammonia is caused by the fermentation of uric acid contained in the bird's feces, so the amount of waste is equal to the amount of raw material that will later be partially converted into ammonia.
Temperature, pH, and hygrometry directly influence the development, multiplication, and activity of microorganisms that ferment uric acid. If the organisms are in optimal conditions, there is greater fermentation and, therefore, a significant release of ammonia.
The consequences in animals are no less critical since they cause sensitization in their organisms with:
- Respiratory and ocular difficulties, a food discomfort that, consequently, acts on the assimilation of food, negatively influencing GMQs.
- Pododermatitis due to litter scabs. The ground is much less conducive to movement, affecting the birds' foraging and welfare and their exposure to pathogens.
- A weakening of your immune defenses. In an epidemic, your viral sensitivity will be even higher.
From a financial point of view, if the number of FPD is too high, there will be a higher number of seizures at the time of slaughter. Nor can the risk of cross-contamination in poultry meat and, therefore, of consumers be forgotten.

Therefore, bacteria proliferate without adequate sanitary conditions, such as E. Coli, Campylobacter spp., or Salmonella spp. Some cause diseases in birds, diarrheal diseases in humans, and even in some cases, Guillain-Barré syndrome. Furthermore, according to David Acheson and Ban Mishu Allos, approximately 50 to 70% of gastroenteritis diagnoses are due to Campylobacter infection after consumption of contaminated chicken.
In addition, pathogenic microorganisms enter the building through carriers such as humans or insects such as the tenebrious (Alphitobius diaperinus).
It is essential to follow biosafety rules to minimize contamination risks.
Environmental problem
Finally, an environmental problem is caused by discharges, particularly ammonia, through the ventilation in poultry houses. Their excessive deposition in the natural environment can lead to acidification and eutrophication.
These gases can also negatively impact the chickens' health and those of the farmers who circulate daily in the buildings (ITAVI, Technical Institute of Poultry - France).
In addition, they can recombine in the atmosphere with oxides of nitrogen and sulfur to form fine particles (PM2.5). It is now known that chronic exposure, even at low levels, is more harmful than point exposure at a high peak.
In addition to gas releases, bacteria present in aerosols inside farms have also been shown to be ventilated outside buildings (Chinivasagam HN, Tran T, Maddock L, et al., 2010 and Bayko Baykov, Michail Stoyanov, 1999), creating potential cross-contamination with surrounding crops, humans, and wildlife.
The importance is to control all these parameters to limit the concentration of ammonia and bacterial growth, which is essential for the birds, the operators, and the environment.
This can be done by working on the litter and its disinfection, adding amendments to the litter, ventilation, adapted drinkers, etc.
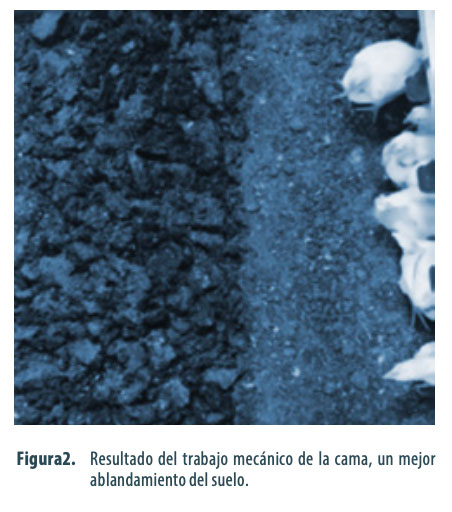
The mechanical work of the bed allows its aeration and drying, consequently considerably reducing the risk of fermentation and ammonia emissions. This also causes better soil softening, an essential factor in developing pododermatitis.
Also, litter disinfection regularly during rearing allows the bacterial mass to be drastically reduced. Reducing hygrometry can be done with more efficient ventilation (William et al., 1991) and also implies a reduction in ammonia emissions into the ambient air.
Poultry is, therefore, subject to pressure induced by pathogens, which enter and spread in buildings through different vectors, such as humans or insects.
The environment of the buildings must be controlled, particularly the hygrometry since it provokes the accumulation of litter, the formation of pododermatitis, and the release of ammonia. Poultry farming also represents a danger to the environment through the eutrophication of the environments it causes, but also to humans through the pollution it induces. Therefore, the solutions that exist today to fight and minimize the impact of these factors on animals, operators, and the environment will be detailed.

The most efficient house in a poultry farm. Controlled Environment in Latin America
F. Joseph Lockinger, was in charge of the presentation on "The most efficient house in a poultry farm" during the LPN Congress 2018.
Controlled environment in Latin America.
When we think of controlled environment broilers, we have to think of two ages:
- The first week of the chick's life.
- The last week before harvest.
Maximize Genetic Potential
The current lines of birds are the product of the work of genetic houses and increasingly require more restricted temperature ranges for optimal development. This invites us to see the controlled environment as a complement to the effort of the genetic companies.
This gain in size also implies other requirements, such as maintaining temperature, humidity, and other factors within very narrow ranges to achieve maximum performance.

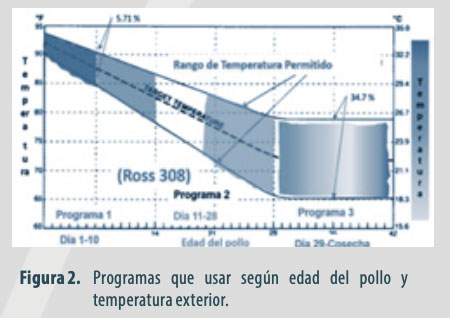
The range of the neutral zone according to the age of the chicken
We must maintain a temperature close to the average temperature (target) shown to take advantage of all the genetic potential. To achieve this, different programs must be managed according to the age of the chicken and the external environment. Here is a guide that might help us:
It is essential to develop different programs for different ages and climates. This is fine for minor adjustments, but companies must standardize house controller programs to avoid various management problems. But, this circumstance is more critical in companies with a higher staff turnover.
Program 1: Brooding
The chicken is between 1-10 days old.
In "Program 1," we will focus on the ideal temperatures, reaching them with the brooders, minimum ventilation, and ventilation power.
During this age, we use the vents to avoid generating wind on the small chicken. The vents will work with the first and second static pressure.
- The first static pressure should be calibrated to offer between 1100-1200 ft/min.
- The second static pressure should offer about 700-800 feet per minute, with tunnel ventilation being able to help. This allows us to open the tunnel when they are using the second static pressure and thus renew the air.
- At this age, we can quickly cool the chicken's environment, being more careful since we do less damage to the chicken with heat than with cold.
Program 2: Growth
The chicken is between 11-28 days old.
In "Program 2," we will focus on the ideal temperature, and we achieve this thanks to the minimum ventilation, the power of ventilation, and the tunnel ventilation.
When we use the vents during this period, we use the second static pressure most of the time. Also, since the chicken is more significant, we can use natural ventilation and tunnel when necessary.
In this program, we will use two extractors for minimum ventilation. The difference between the fan starts being 0.6oC. We can even use evaporative panels for cooling, but in a very gradual way, never aggressively. Also, we can use the panels when we have between 90-100% of the extractors on. This will help us lower the ambient temperature without using airspeed as a tool.
Program 3: Growth
The chicken is between 28 days old to the slaughtering age.
In "Program 3," our objective will be to lower the temperatures to keep the bird under maximum comfort so that it does not stop eating. We usually will not use the power of the ventilation (a little at night in some places), and we work with tunnel ventilation all night.
In this program, the difference between the fan starts is 0.4oC. In addition, we can use evaporative pads more aggressively to lower the house's temperature. Likewise, when 90 and 100% of the extractors are on, we can also use the panels.
Also, last week we used the so-called "bird cooling at night" to improve conversions. We do this by setting the extractors with a clock or lowering the ideal temperature.
With a controlled environment, we must fulfill two essential parts.
- 1. A house that is well insulated. The walls and the ceiling.
- 2. A house that is well sealed. Minimum 0.2" water column of static pressure.
Comparing environments
In the following image, we see a test carried out in a commercial egg cage where we see the temperature changes throughout the day (24 hours) in a shed without a controlled environment where it is observed that only in a very short period of the day was the temperature desired. In the 24 days, there were 8 hours when the neutral zone was inside.
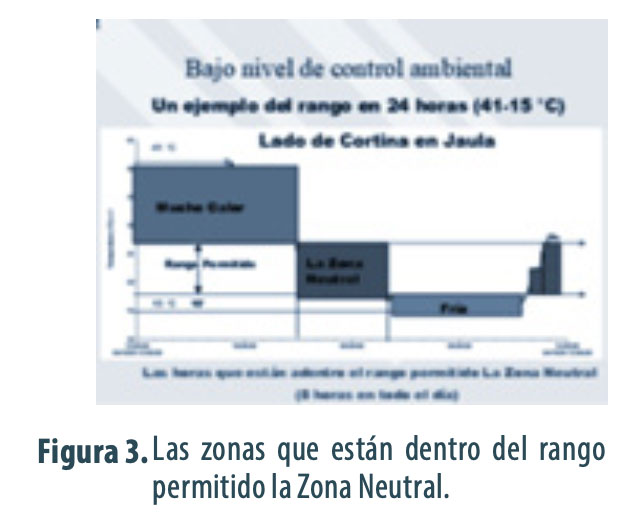
In the graph below, we see how the temperature fluctuates outside the house and how it stays within the range that the bird needs inside the controlled environment house. They could see the chicken's life with temperatures within the neutral zone.
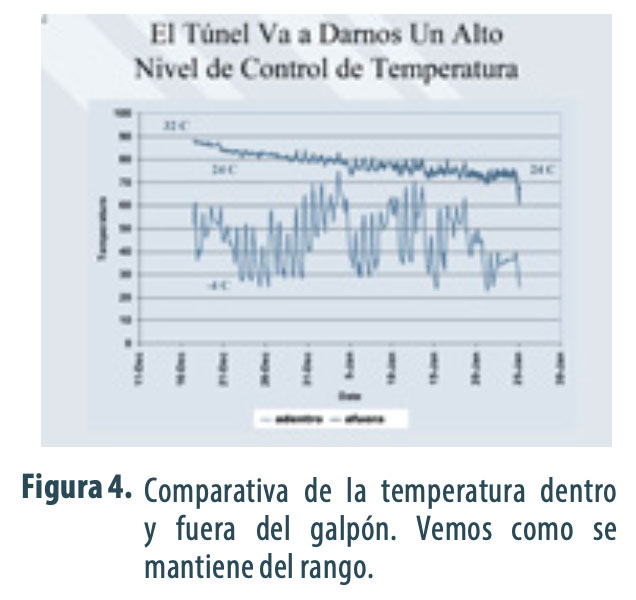
But all this would not be possible without having a house made correctly. This means that we have incorporated insulating material in the ceilings and walls. On the roof, the "R" value should be between 15-19. To the walls, if you don't put solid walls, at least put insulated curtains that give some insulation. Today with infrared cameras, it is easy to find the environmental problems of the sheds.
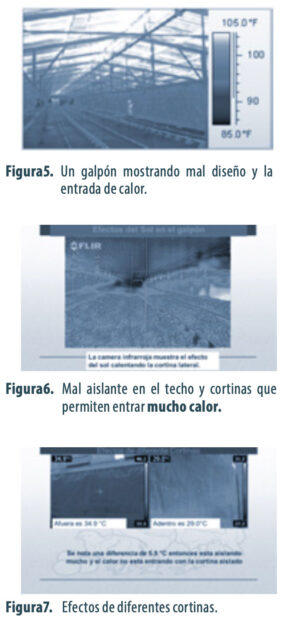
If it is not possible to put solid walls, the insulated curtains could support a lot, as the screen below shows—almost 6 degrees difference. The standard shade gives less than one degree of difference.
So if there is not so much heat input due to the construction of the house, we could only work with the heat generated by the birds. On many occasions, we are over ventilating the chick due to construction problems but not the heat the bird feels.
When the chicken is already significant, we must eliminate the color that the bird itself generates. If we don't remove that heat due to lack of ventilation, the daily gain of the chickens will drop. They won't eat what they should because they feel hot. So we work with speeds today of 700-800 ppm.
The second important part for large chickens is the evaporative pads. We know that the evaporative pads are not very useful when humidity is above 80% outside the house.
A common problem with evaporative panels is their maintenance due to poor water quality or hardness. When humidity outside the house is less than 60% RH, evaporative pads can lower house temperatures by 8-10oC
At this point, we must remember the temperature-humidity binomial. When the temperature rises, the humidity drops, and therefore during the day, due to an increase in temperature, the humidity is lower, which makes the use of panels more recommendable.
To put all that in more practical terms, the list below could serve as a guide.
Controlled Environment Rules
- More than 750 ft/min airspeed.
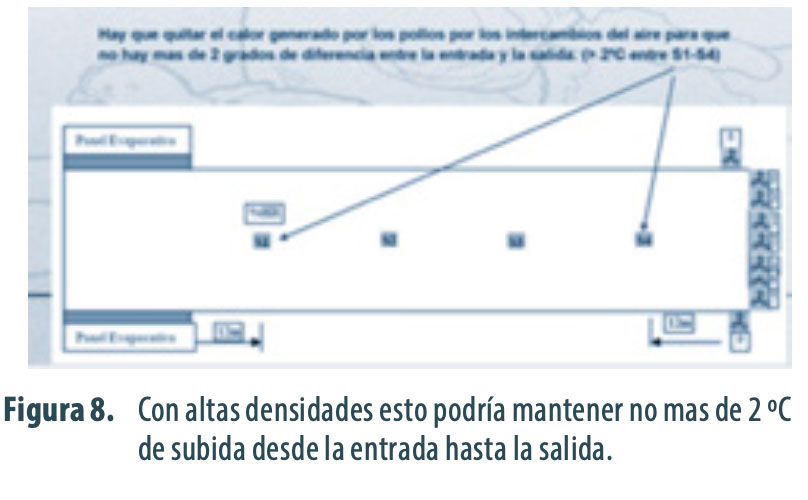
- One complete air change in less than 40 seconds
- Not more than two degrees difference from the entrance to the exit of the house.
- They should have a good seal on the booth. (>0.20 p.e.)
- They should not have more than 0.20 static pressure.
- They should have enough vents to work with half the fans.
- They should look for a difference between the maximum and minimum of no more than 6 degrees in 24 hours with large chicken.

Evolution of biotechnology: the future of vaccine design
Dr. Sherry Layton, Ph.D., Director of Biotechnology Vetanco / BVSience was responsible for the conference "Evolution of Biotechnology: The Future of Vaccine Design" during the LPN Congress 2018.
The development of new vaccines for effectively controlling pathogens and infection in the host represents a critical area of research and development to reduce the impact of diseases in animals destined for human consumption, even more with the increasing restrictions in the prophylactic and therapeutic use of antibiotics.
Recent advances in biotechnology have dramatically increased the potential for scientific innovations, allowing the incorporation of new technologies in the form of alternative pathogen control strategies.
One of the newest biotechnology available is a new vaccine platform that incorporates the subunit/epitope sequence, common to all serotypes/serovars of a specific family of pathogens (broad spectrum), into an inactivated form of a vaccine platform administered orally, inducing protection against infection and disease by stimulating mucosal immunity.
The mucous membranes are the main route of entry for pathogens and include the membranes of the nasal, respiratory, gastrointestinal, and genitourinary tracts, as well as the ocular conjunctiva, inner ear, and ducts of all exocrine glands. They occupy more than 400 m2 in humans – compared to just 2 m2 of skin – and act as the first line of defense against infection at entry points for various pathogens (Ogra et al., 2001).
Gastrointestinal system
The gastrointestinal system is the largest lymphatic organ in the body, estimated to house 70-80% of immunoglobulin-producing cells (Kaul, 1999).
80% of the activated B lymphocytes in the body are located in the mucosal tissues (Brandtzaeg et al., 1989). In fact, 95% of the pathogens that enter do so through a mucosa; the only way to contract a disease by a route other than the mucosa is through blood-feeding vectors or damaged epithelial surfaces.
Despite this critical role, only a few vaccines specifically target this part of the immune system, despite strong evidence that a robust mucosal response can prevent systemic infections (Ogra et al., 2001).
To date, conventional vaccine studies have focused on stimulating the systemic immune system to generate immunity that neutralizes/prevents organisms once they have colonized the organism, multiplied, and passed into the systemic environment.
However, inhibiting the colonization and replication of pathogens directly at the gateway has been considered a secondary aspect, and not enough attention has been paid to it.
Evidence indicates that mucosal vaccination can induce systemic and local immunity, while systemic immunization often fails to stimulate strong mucosal immunity (Valosky et al., 2005).
Furthermore, the concept of a common mucosal immune system predicts that induction of immunity at one mucosal surface, such as the gut, can induce immunity at another mucosal surface, such as the lung (Cerkinksky et al., 1995), providing an essential connection to transfer immunity across mucous membranes.
Mucosal immunity could be the key to fighting complex infections where systemic and local immunity is necessary to prevent the spreading and transmitting of infectious diseases within a herd or flock.
Disease control and vaccination strategies
Discussion of disease control and vaccination strategies should not stop only at localization change, where the primary immune response occurs at the initial point of host-pathogen interaction.
The perception of what is considered an infectious disease must also undergo a paradigm shift. The clearest example of this mindset shift is the idea of what exactly commensal bacteria constitute the mucosal microbiome.
Can they be classified as bacteria that do not actually harm the host? Is there an absence of clinical manifestations caused by true mucosal pathogens (pathobionts)?
Perhaps the resident bacteria are responding to a failure of the mucosal immune system? A complete answer would be a combination of the three previous options, as well as an additional fourth component since there are bacteria that are really beneficial for the host's health status.
Development of new technologies
An additional question that deserves in-depth reflection when developing new technologies as a disease control tool is: are animals/birds becoming asymptomatic carriers with modified immune responses that favor the survival of pathogens to the detriment of autobionts? that regulate and maintain the host's immune system healthy and stable (Ivanov, 2013)?
New vaccine technologies created to control diseases must focus on stimulating an immune response that is more beneficial for the host than for the pathogen, even if this implies a reprogramming or a change in the way the host responds to a particular pathogen at a general and cellular level.
Traditional vaccination, either through inactivated vaccines or live attenuated vaccines, has an additional shortcoming that needs to be addressed by new alternative technologies.
Historically, traditional vaccines have been limited in scope, with little or no cross-protection between genetically related pathogen serotypes.
Consequently, a single vaccine strain has been used to vaccinate against one serotype/serovar in host species. For significant advances in disease prevention to occur, the focus must shift to the more progressive and inclusive “One Health” concept, in which vaccination targets families of pathogens across multiple host species.
One possible solution is using a single conserved protective protein or a subunit, which confers protection against all serotypes/serovars of a specific family of pathogens (bacteria, viruses, and protozoa) in multiple host species carried by an inert vector.
Vaccine vectors
Several vaccine vectors have emerged, all with relative advantages and limitations, depending on the proposed application.
Bacteria, viruses, and plants represent three potential orally administrable vector systems for inducing mucosal immunity and protective immune response.
Bacillus family bacteria, specifically Bacillus subtilis, have shown a promising alternative to the use of pathogenic bacteria as an orally administered vaccine vector since they have an intrinsic adjuvant activity that enhances the stimulation of the host's specific mucosal immunity against bacteria-vectorized subunits.
In addition, Bacillus subtilis has probiotic properties, stimulating and enhancing gastrointestinal integrity, which is necessary for a healthy state of the animal/bird. Likewise, this vaccine strategy with a common unit carried by an inert vector could limit the vaccine reactions produced when the complete cell of the pathogen (inactivated, attenuated, or as a vector) is presented to the host.
The final goal of intensive animal production is to identify and eliminate pathogens before they can cause disease. Today more than ever, multifactorial solutions to disease must be addressed, not only focusing on treating the effects of the disease but, more importantly, on preventing disease.
Thanks to biotechnology, we can now better understand what constitutes a disease, how the pathogen and the host influence immune competition, and the complex dynamics associated with the host-pathogen interaction.
All the essential information and discoveries will allow researchers to move forward with biotechnology, and new vaccination technologies, integrating the concept of “One Health” as an alternative disease control strategy.

Cost of respiratory diseases and their epidemiological control in broiler chickens
Dr. John Smith, Director of Health Services Fieldale Farms Corporation, was in charge of the conference about "Cost of respiratory diseases and their epidemiological control in broilers" at the LPN Congress 2018.
An accurate estimate of the costs of uncontrolled diseases provides valuable information for making rational decisions regarding the expenses to prevent, control, minimize or treat these diseases since investing more in addressing them than in the costs involved in the disease itself is a wrong decision from a business point of view.
Estimating the costs of a disease often involves assumptions based on limited data.
Two of the main factors that influence calculations of the potential cost of a disease:
- If it occurs, the average disease cost in a single flock.
- The probability and potential of its occurrence.
Other factors include the expected effectiveness and cost of the intervention.
Average cost of an uncontrolled disease
The average cost of a disease in a single flock is the easiest factor to estimate, although it is subject to variation.
In the case of a devastating disease such as Highly Pathogenic Avian Influenza (HPAI), where a complete loss of the flock would be expected if no action is taken, the cost per flock is evident: loss of 100% of the animals, plus expenses cleaning. However, in the case of a disease such as Infectious Bronchitis (IB), in which virulence varies between strains and serotypes, predicting losses will be more complicated.
On the other hand, the methods used to calculate the costs and potential losses to be included in this calculation can vary considerably.
Rather than based on the cost of the individual components of the losses (mortality, seizures, worsening of feed conversion, etc.), the best estimates are derived from the assessment of the total cost of production –with and without the disease–. However, when comparing affected and unaffected flocks, it must be considered that most diseases manifest variably in terms of severity, so the identification of affected flocks can be subjective.
When comparing costs before, during, and after a disease outbreak, one must consider seasonal and yearly variations in production costs.
By considering the production costs required to deliver a chicken to the processing plant and dividing this number by the pounds that pass inspection, you can get a good ratio of the live cost per pound of meat.
Production expenses must include the following costs:
- Chick delivery
- Total feed to produce a flock
- General expenses and supervision of the company
- Brooding (accommodation, litter, inputs, labor, water, etc.)
- Vaccinations and other services
- Capture and transport
Dividing this total cost by the pounds passing inspection will account for the impact of the disease in the form of mortality, morbidity, feed conversion, yield loss, and seizures.
However, the cost per pound of meat is only part of the equation. If the disease results in inspection delays at the processing plant, the costs of this action can increase and even exceed the losses directly associated with the disease.
Estimation of the probability and potential magnitude of a disease outbreak
It is difficult to predict when and how a disease will occur and its magnitude. The costs can be significant, and honestly, what is invested in prevention is less than what could be done, taking into account the diseases' probability, magnitude, and cost.
Additional factors: expected effectiveness and cost of interventions
Interventions can include biosecurity measures, vaccination, management changes, and preventive and curative treatments, the cost of these interventions being easy to calculate.
The effectiveness of some interventions, such as vaccination, can be estimated based on experience, while it is more difficult to estimate for other interventions, such as vehicle cleaning and disinfection.
Data typically quoted
Agri Stats is a private benchmarking service used by most integrated broiler producers in the US. Participants fill out a standard report every week and every month, specifying all costs and production parameters. Agri Stats collects and analyzes data and provides information regularly detailing the comparative costs of all aspects of production, from raising chickens to processing. In addition, each recipient receives a customized report that indicates their results in each list, being able to see the impact of essential changes in efficiency.
According to the 2016 annual report:
- The 0.50 cent/pound (1.1 cent/Kg) variation in total costs translates to $1,482,000 per year.
- A 1% variation in mortality implies an additional cost of 0.08 cent/pound (0.176 cent/Kg), which amounts to $241,000/year.
- The one-day change in shipping to market for a 4.4-pound bird affects calorie conversion by 61 calories/pound of meat (134 calories/Kg), which equates to $471,000/year.
- A change of 50 calories/pound of meat (110 calories/Kg) will change the cost/pound of meat by 0.41 cents or $1,206,000/year.
- A change in feed costs of $1.00/ton equals 0.10 cent/pound (0.22 cent/Kg) or $285,000/year.
- A variation of 0.25% in seizures will affect the cost/pound of meat by 0.09 cents (0.0198 cents/Kg) or $267,000/year.
These figures vary from year to year, as production costs change and must be continually updated.
Costo de las enfermedades respiratorias y su control epidemiológico en pollos de engorde
El Dr. John Smith, Director de Servicios de Salud Fieldale Farms Corporation, fue el encargado de la ponencia sobre "Costo de las enfermedades respiratorias y su control epidemiológico en pollos de engorde" durante el LPN Congress 2018.
Una estimación precisa de los costos de las enfermedades no controladas proporciona información valiosa para la toma de decisiones racionales con respecto a los gastos para prevenir, controlar, minimizar or tratar estas enfermedades, ya que invertir más en manejarla que en los costos que conlleva la propia enfermedad constituye una mala decisión desde el punto de vista empresarial.
Estimar los costos de una enfermedad suele implicar suposiciones basadas en datos limitados.
Dos de los principales factores que influyen en los cálculos del costo potencial de una enfermedad:
- El costo promedio de una enfermedad en un único lote, en el caso de producirse.
- La probabilidad y el potencial de que ocurra.
Otros factores incluyen la efectividad prevista y el costo de la intervención.
Costo promedio de una enfermedad no controlada
Estimar los costos de una enfermedad suele implicar suposiciones basadas en datos limitados.
Dos de los principales factores que influyen en los cálculos del costo potencial de una enfermedad:
El costo promedio de una enfermedad en un único lote, en el caso de producirse.
La probabilidad y el potencial de que ocurra.
Otros factores incluyen la efectividad prevista y el costo de la intervención.
Costo promedio de una enfermedad no controlada
El costo medio de una enfermedad en un lote único es el factor más fácil de estimar, aunque está sujeto a variaciones.
En el caso de una enfermedad devastadora como la Influenza Aviar Altamente Patógena (IAAP), donde se esperaría una pérdida completa del lote si no se toman medidas, el coste por lote es evidente: pérdida del 100% de los animales, además de los gastos de limpieza. Sin embargo, en el caso de una enfermedad como la Bronquitis Infecciosa (BI), en la que la virulencia varía entre cepas y serotipos, predecir las pérdidas será más complicado.
Por otro lado, los métodos empleados para calcular los costos y las pérdidas potenciales a incluir en este cálculo pueden variar considerablemente.
Más que a partir del costo de los componentes individuales de las pérdidas (mortalidad, decomisos, empeoramiento de la conversión alimenticia, etc.), las mejores estimaciones se derivan de la valoración del costo total de la producción –con y sin la enfermedad–. Sin embargo, al comparar los lotes afectados y no afectados, se debe tener en cuenta que la mayoría de enfermedades se manifiestan de forma variable en cuanto a severidad, de forma que la identificación de lotes afectados puede ser subjetiva.
Al comparar los costos antes, durante y después de un brote de enfermedad, uno debe tener en cuenta las variaciones estacionales y anuales de los costos de producción.
Si se consideran los gastos de producción necesarios para entregar un pollo en la planta de procesado y divide esta cifra entre las libras que pasan la inspección, se puede obtener un buen índice del costo vivo por libra de carne.
Los gastos de producción deben incluir los siguientes costos:
- Entrega del pollito
- Alimento total para producir un lote
- Gastos de generales y de supervisión de la empresa
- Crianza (alojamiento, cama, insumos, mano de obra, agua, etc.)
- Vacunaciones y otros servicios
- Captura y transporte
Dividir este costo total por las libras que pasan la inspección contabilizará el impacto de la enfermedad en forma de mortalidad, morbilidad, conversión alimenticia, pérdida de rendimiento y decomisos.
Sin embargo, el costo por libra de carne es solo una parte de la ecuación, ya que si la enfermedad resulta en retrasos de la inspección en la planta de procesado, los costos de esta acción pueden aumentar e incluso superar las pérdidas directamente asociadas a la enfermedad.
Estimación de la probabilidad y potencial magnitud de un brote de enfermedad
Resulta difícil predecir cuándo y cómo se producirá una enfermedad, y cuál será su magnitud. Los costos pueden ser significativos y francamente, lo que se invierte en prevención es menor de lo que se podría hacer, teniendo en cuenta la probabilidad, magnitud y costo de las enfermedades.
Factores adicionales: efectividad prevista y costo de las intervenciones
Las intervenciones pueden incluir medidas de bioseguridad, vacunación, cambios en el manejo y tratamientos preventivos y curativas, siendo el costo de estas intervenciones sencillo de calcular.
La efectividad de algunas intervenciones como la vacunación puede estimarse en base a las experiencias pasadas, mientras que en el caso de otras intervenciones, como la limpieza y desinfección de vehículos, es más difícil de estimar.
Cifras típicamente citadas
Agri Stats es un servicio privado de benchmarking utilizado por la mayoría de los productores de pollos de engorde integrados en USA. Los participantes llenan un reporte estándar cada semana y cada mes, especificando todos los costos y parámetros de producción. Agri Stats recopila y analiza la información y proporciona información periódicamente, detallando los costos comparativamente de todos los aspectos de la producción, desde la recría de los pollos hasta su procesado. Cada destinatario recibe un reporte customizado que señala sus resultados en cada lista, pudiendo verse el impacto de cambios importantes en la eficiencia.
Según el reporte anual de 2016:
- La variación de 0,50 cent/libra (1,1 cent/Kg) en los costos totales se traducen en $1.482.000 al año.
- Una variación del 1% en la mortalidad implica un costo adicional de 0,08 cent/libra (0,176 cent/Kg), lo cual asciende a $241.0000/año.
- El cambio en un día en el envío a mercado para un ave de 4,4 libras afecta a la conversión de calorías en 61 calorías/libra de carne (134 calorías/Kg), lo cual equivale a $471.000/año.
- Una variación de 50 calorías/libra de carne (110 calorías/Kg) cambiará el costo/libra de carne en 0,41 centavos o $1.206.000/año.
- Un cambio en los costos de alimentación en $1.00/tonelada equivale a 0,10 cent/libra (0,22 cent/Kg) o $285.000/año.
- Una variación del 0,25% en los decomisos afectará el costo/libra de carne en 0,09 centavos (0,0198 cent/Kg) o $267.000/año.
Estas cifras varían de un año a otro, ya que los costos de producción cambian y deben ser actualizados continuamente.

Benchmarking in Poultry Meat Production
Geraldo Broering Alves, Ger. General - South America Agri Stats INC, was in charge of the presentation "Benchmarking in Poultry Meat Production" during the LPN Congress 2018.
Benchmarking is a continuous process by which you take as a reference the products, services or work processes of leading companies, to compare them with those of your own company and then make improvements and implement them.
It is not about copying what your competitors are doing, but learning what the leaders are doing to implement it in your company by adding improvements. If we take as a reference those who stand out in the area we want to improve and study their strategies, methods and techniques to subsequently improve and adapt them to our company, we will achieve a high level of competitiveness.
Types of Benchmarking
There are different types of benchmarking: competitive and internal. The common goal of the two types is to help managers look outside their departments, their organizations, their competitors or other sectors where there are best-in-class companies.
Competitive Benchmarking
Internal benchmarking is carried out within the company itself. It is usually carried out in large companies that have different departments or also with business groups that are formed by several companies. In the process, a department or area that is an example to follow for its good results is identified in order to carry out a Benchmark with the other internal departments of the company.
Internal Benchmarking
Competitive benchmarking seeks to measure the products, services, processes and functions of the main competitors in order to make a comparison with our company and to be able to detect and carry out improvements that surpass those of our competitors.
Benchmarking Stages
Proposal of steps to follow for the elaboration of a good Benchmarking:
- Planning
- Data collection
- Analysis
- Action
- Follow-up

Benchmarking Stages
1-Planning
The main objective of this first stage is to plan the research to be conducted. At this stage we have to answer three questions:
- What do I want to measure?
- Who do I want to measure?
- How are we going to do it?
2-Data
Data collection is fundamental to benchmarking; the success or failure of the whole process will depend to a large extent on it. We can obtain data from different sources: internal, professional associations or our own research, among others.
3-Analysis
Once we have gathered the necessary information, we have to analyze the elements that cause the differences between our company and the companies studied, in order to identify opportunities for improvement.
4-Action
The next step after analyzing the information and having selected the aspects of reference in the selected companies, it is time to adapt them to our company but always implementing improvements.
5-Follow-up
In this last stage, a report should be made with all the information highlighted from the process. This will help to resume work on subsequent projects. The idea is that it becomes a sustained company exercise over time to adopt continuous improvement.
Now, in the presentation we will put it into practice using the following examples:
A long-term vision. Changes in cost, production and efficiency
Players
- Hatching egg cost
- Production 45 weeks
- % Hatching 45 weeks
- % Breeding mortality
- Weight discarded breeders
- Incubable Eggs / Hen (65 weeks)
- Chicks / Hen (65 weeks)
Broilers
- Broiler weight
- Cost of live chicken and farm cost
- Chicken weight and feed conversion
Process plant
- Yield % housing (WOG)
- Yield breast

Imitating Nature, the art of restoring embryonic viability
Eduardo Romanini, Development Department of Petersime Incubators, was in charge of the conference "Imitating Nature, the art of restoring embryonic viability" at the LPN Congress 2018.
In the incubation process at an industrial scale, egg storage is a critical factor that cannot be overlooked or avoided. However, long storage periods (7 days or more) inevitably lead to considerable loss of hatchability.
Storage time and hatchability losses
To understand why heat treatment can partially recover hatchability losses caused by egg storage and the limitations of this method, the biology of early embryonic processes must be examined in detail.
The longer the eggs are stored, the greater the hatchability losses (Dymond, 2013). Stored eggs have a higher embryonic mortality rate between the second and third day of incubation and require more time to complete incubation. This results in some live chicks being rejected at chick removal because they hatch too late (Nicholson, 2012).
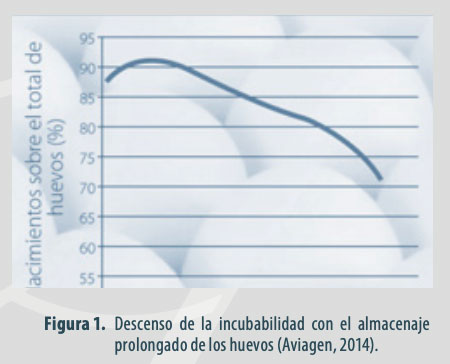
Heat treatments and their advantages
Several studies have investigated the possibility of minimizing hatchability losses after a long storage period by applying short heat treatment periods during storage, with heterogeneous results.
More and more successful attempts to apply heat treatment during storage have been described in recent years, even in large-scale trials.
Nicholson (2012) and Aviagen (2014) demonstrate a consistent improvement in the hatchability of long-term stored eggs (Ross 308 and Ross 708 broiler eggs, as well as various grandparent and great-grandparent lines) by applying one or more heat treatments in 34 small- and large-scale trials.
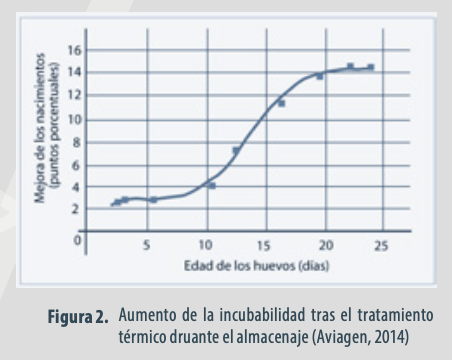
Effect of storage according to the development phase
The development of the avian embryo begins immediately after fertilization in the infundibulum and continues with the deposition of albumin and eggshell for the next 24-26 hours.
The stage of embryonic development at the time of oviposition (egg laying) varies with the different genetic lines, as well as with the age of the breeders. This may be genetically determined or linked to variations in oviductal transit time and body temperature.
In any case, the effect of long periods of storage on embryonic development depends to a large extent on the state of development of the embryo in oviposition:
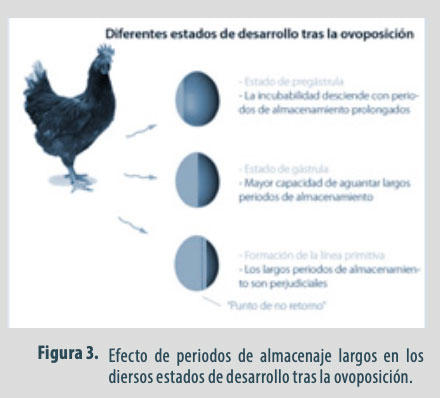
Critical point during storage
It has been shown (Decuypere and Michels, 1992; Deijrink et al., 2008) that the embryo in the pregastrula state in oviposition supports prolonged storage periods worse than embryos in the gastrula state. In these embryos, incubation during storage can improve hatchability, bringing them to the stage of development where hypoblast formation is complete.
On the other hand, if the development is already well advanced and the embryo has started to form the primitive streak, incubation during storage can be detrimental since it takes the embryo to a more advanced stage of primitive streak formation (migration period active cell and differentiation). Storage in this period could prevent critical embryonic processes.
Therefore, there is a certain "point of no return" reached at which embryonic development can no longer be stopped.
How heat treatment helps during storage
In the cold room, the eggs are kept at a temperature equal to or lower than the so-called threshold temperature or physiological zero of development. However, partial development may occur below these threshold temperatures but not global or proportionate. Different cells or tissues in these early embryos may have different developmental threshold temperatures. So they could develop unevenly or disproportionately. If this disproportionate development progresses too far, it can interfere with the embryo's viability and, therefore, with its hatchability.
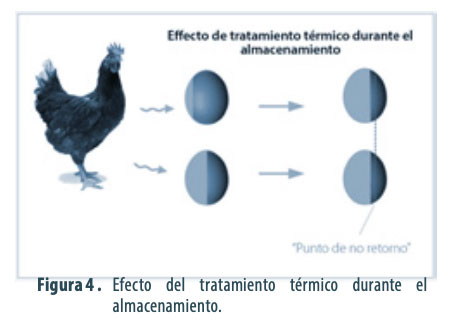
How can we successfully include this treatment in a modern hatchery?
Research indicates that heat treatment during storage must be applied under particular conditions for consistent results. For example, if the frequency of treatment is not precise, the benefits will be limited, or worse, some embryos will develop beyond the 'point of no return,' as shown in Figure 5. This implies that the embryos have outgrown primitive line formation and that embryonic development can no longer be stopped. If these eggs are placed back in the egg storage room, their viability will be negatively affected.
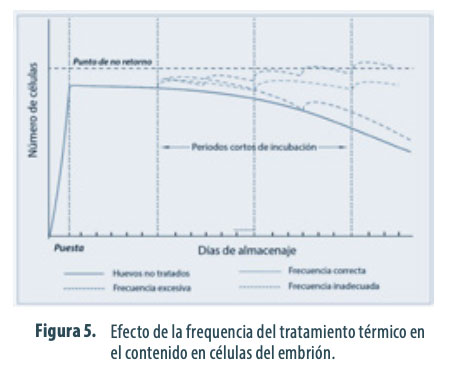
Just as important are the absolute temperature and the duration of the transition. For example, figure 2 shows that excessive treatment, for example, heating the eggs too fast or at a very high temperature for a long time, also causes the embryos to pass the point of no return.
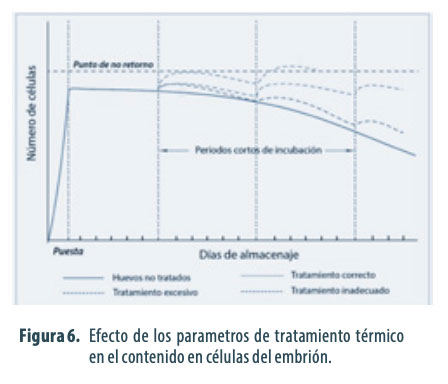
Find the right parameters
Genetic companies have made significant progress in identifying the optimum temperature, time, and temperature range for heat treatment during storage.
It is imperative to achieve the proper eggshell temperature. Eggs must be heated to a shell temperature above 32°C; however, keeping the temperature above 32°C for too long will negatively affect hatchability (Aviagen, 2014). Therefore, the heating and cooling phases are another important factor in the process.
Large scale trials
Petersime has used its specialized Re-Store hatchery, with a capacity of 57,600 eggs, to carry out several large-scale trials. In the first phase, tests were carried out with eggs from grandparents' batches, with excellent results regarding eggshell temperature control, temperature uniformity throughout the incubator, homogeneity in the heating and cooling phases, and recovery of hatchability. The eggshell temperature controlled the internal environment during the entire treatment cycle.
In a second phase, tests were carried out on eggs for commercial broilers. Data on hatchability, chick quality, and post-hatch performance were collected and analyzed during these trials.
In recent trials based on storage for 12 to 15 days, almost complete recovery of losses was obtained, both in terms of hatchability and final post-hatch weights. This confirms the great potential of the heat treatment methodology.
General conclusion
Heat treatment during storage has great potential to restore embryo viability, recover hatchability, and even improve post-hatch performance. However, it is essential to precisely control the critical incubation parameters since an inappropriate application of the technique could imply sub-optimal results and cause significant losses.
Good practice includes precise measurement and control of the eggshell temperature in the hatchery, as well as controlled and uniform heating and cooling phases of the eggs: Two key points for consistent profits.
-The references are available upon request.
Biosecurity, An Essential Investment
A. Gregorio Rosales, private poultry consultant, and LPN Technical Director, was in charge of the conference about "Biosecurity, An Essential Investment" at the LPN Congress 2018.
The poultry industry continues to thrive thanks to the increasing demand for poultry products while improving its productivity through the continuous incorporation of technological advances in genetics, management, nutrition, and housing. As part of progress, protecting the health and welfare of birds continues to be a priority so that producers can achieve their objectives and be profitable in the face of market evolution and the influence of global economies.
One of the most recent challenges is the pressure to reduce or dispense with the use of antibiotics through constant improvements in management methods and disease control using new strategies and alternative products.
Another challenge is the constant threat of emerging or epidemic diseases that can not only cause adverse effects on the productivity of companies but also on their ability to meet increasing demands from local and international consumers.
Consequently, poultry farming needs to strengthen biosecurity as the first and most important defense strategy to prevent the entry and transmission of diseases.
Biosecurity is an Investment
Biosecurity is a set of norms and production practices designed to prevent pathogens' entry and subsequent spread. As shown in Figure No. 1, biosecurity serves as the foundation for producers to protect the health and well-being of flocks, obtain the best possible production yields, and ensure optimal return on invested capital. In this way, biosecurity is an essential investment to guarantee poultry companies' productivity, competitiveness, and sustainability today and in the future.
In general terms, a biosecurity program has the following objectives:
- Avoid losses due to diseases and lower production yields
- Reduce costs due to the use of antibiotics and other measures to mitigate the impact and risk of disease transmission
- Ensure uninterrupted supply of products
- Comply with quality and food safety requirements
- Satisfy the demands of consumers in local and international markets
- Maintain and increase the company's market share
Based on the above, biosecurity has ceased to be a purely technical area to become the foundation of modern companies that produce healthy, nutritious, and reliable poultry products for the human population.
Biosecurity and Key Yield Parameters
Like many other industries, poultry companies know that they can't manage what you don't measure (W. E. Deming and P. Drucker) and often allocate resources and have tools to collect and analyze key performance parameters systematically. This information is of great value for evaluating results, making comparisons, setting objectives, and making decisions.
Following this mechanism, proposals to establish or improve a biosafety program will have higher priority when accompanied by data (preferably from the company) showing diseases' potential or historical impact on these parameters.
The economic impact of diseases on flock viability, feed conversion, weight gain, kilograms of meat produced, number of eggs and chicks per hen housed, etc., provides a convincing argument to justify investments in the area of biosecurity. This strategy also establishes an objective relationship between the benefits of biosafety under the conditions, the economic reality, and the company's objectives.
Design and Establishment of the Program
Identifying risk factors that can result in the introduction of diseases is the first step in designing and establishing a biosecurity program for a specific company or farm. Risk factors commonly used to design a program are shown in Figure 2.
Likewise, it is essential to establish isolation procedures (avoid contact with other flocks or backyard birds), cleaning and disinfection (before the entry of vehicles, equipment, and work tools), and control of the traffic of people and vehicles.
In poultry production, the use of risk analysis to evaluate production processes and identify their strengths and weaknesses is increasingly frequent. This is a beneficial method for assessing the biosecurity program and identifying opportunities for improvement. However, this task must be carried out continuously by the personnel responsible for the program or periodically with the assistance of specialized external auditors.
As shown in Figure 3, once a risk factor (new or emerging) is identified, its impact must be analyzed and followed by the planning and execution of corrective measures. Ideally, the effectiveness of these actions should be subject to some form of evaluation or verification.
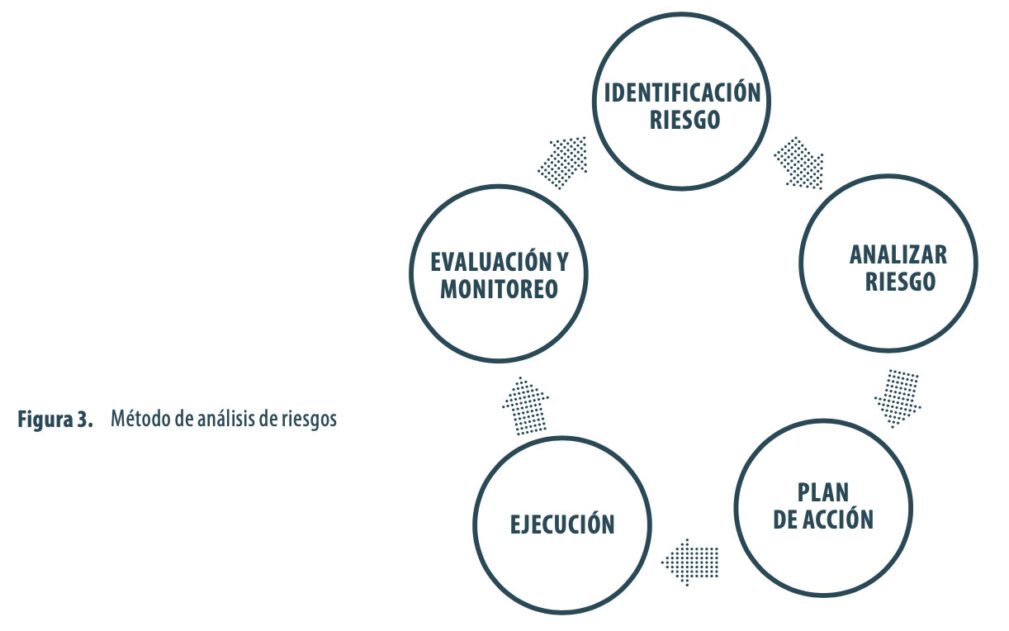
The following components are required for the establishment and implementation of an effective biosecurity program:
- 1. Conceptual (farm location, size, number of ages, isolation from other farms and backyard birds).
- 2. Structural (design of entrance modules, poultry houses, wild bird and rodent-proof sheds, doors, and perimeter fences).
- 3. Operational (changes of clothing and footwear, showers at the entrance and exit, cleaning and disinfection of facilities and equipment)
- 4. Cultural (commitment, training, recognition, audits)
Figure 4 illustrates the close relationship between these components and their correct execution to guarantee the program's success.
Understandably, the program and its components have to be consistent with the objectives and resources of each company. Generally, the best biosecurity program adheres to basic principles, is designed with realistic goals, and uses available resources for continuous improvement.

Culture and the Human Factor
Biosecurity standards are often perceived as "costly, inconvenient, and dogmatic," These attitudes negatively influence culture development, commitment, and program delivery.
This cultural barrier can only be overcome through good communication, education, and goal setting for every employee in conjunction with company goals.
Undoubtedly, the success of a program depends on the awareness of all employees in the importance of it to achieve their objectives, have employment stability, and the possibility of improving their quality of life.
To achieve this, it is necessary to establish employment requirements, training sessions (at the start of employment and at least annually), contracts defining work responsibilities, the obligation to comply with biosafety standards at all times, and the ramifications of failure to comply or notification of violations. In this way, biosecurity must be an essential part of the culture that guides a company's decisions and daily operations.
Developing a biosafety culture requires leadership, teamwork, and good communication. The adoption and commitment to it can also be promoted through recognition and incentives for employees and producers under sharecropping systems to reward and make public examples of dedication and contributions or ideas for its improvement.
Once a program has been developed and infrastructure and resources invested, it should not be assumed that all requirements and procedures are met daily and without error.
Therefore, it is beneficial to carry out internal audits (and with the assistance of third parties) to evaluate the execution of the program and detect operational and structural deficiencies. In addition, audits are the best mechanism for identifying areas that can be improved through training, adjustments to procedures, and the need for facility modifications.
Active and Passive Monitoring
As the poultry industry advances and faces greater demands, it is increasingly dependent on the support of diagnostic laboratories. They perform routine tests to determine the health status of flocks, assess post-vaccination immunity levels, and confirm the effectiveness of the biosecurity program. These activities constitute active monitoring.
In many countries, routine health monitoring is required by official programs for the certification of flocks and their progeny as free of certain diseases.
Likewise, using rapid diagnostic methods, laboratories can detect early the introduction of diseases such as avian influenza, Newcastle disease, and mycoplasmosis. This requires the collection of samples following the appearance of clinical signs (increased mortality and decreased production) or the identification of specific lesions.
This type of surveillance or passive monitoring is of vital importance to respond immediately and initiate, if necessary, the execution of contingency measures (such as quarantines or traffic controls) to prevent the transmission of diseases to other farms.
There is no 100% infallible biosafety program. Therefore, laboratory results verify its effectiveness and provide critical information to execute timely actions to protect the company.
Bioseguridad, Una Inversión Imprescindible
A. Gregorio Rosales, consultor avícola privado y Director Técnico LPN, fue el encargado de la ponencia sobre "Bioseguridad, Una Inversión Imprescindible" durante LPN Congress 2018.
La industria avícola continúa prosperando gracias a la demanda creciente de productos avícolas y a la vez mejorando su productividad mediante la incorporación continua de avances tecnológicos en las áreas de genética, manejo, nutrición y alojamiento. Como parte del progreso, proteger la salud y el bienestar de las aves continua siendo una prioridad para que los productores puedan alcanzar sus objetivos y ser rentables frente a la evolución de los mercados y la influencia de economías globales.
Uno de los retos mas recientes es la presión para reducir o prescindir del uso de antibióticos mediante mejoras constantes en los métodos de manejo y el control de enfermedades usando nuevas estrategias y productos alternativos.
Otro desafío es la amenaza constante de enfermedades emergentes o epidémicas que no solo pueden ocasionar efectos adversos en la productividad de las empresas sino además en su capacidad para satisfacer demandas cada vez mas exigentes de los consumidores locales e internacionales.
Consiguientemente, la avicultura se encuentra en la necesidad de fortalecer la bioseguridad como la primera y más importante estrategia de defensa para prevenir la entrada y transmisión de enfermedades.
La Bioseguridad es una Inversión
La bioseguridad es un conjunto de normas y prácticas de producción diseñadas para prevenir la entrada y subsiguiente diseminación de agentes patógenos. Como se muestra en la figura No. 1, la bioseguridad sirve como base para que los productores puedan proteger la salud y bienestar de las parvadas, obtener los mejores rendimientos de producción posibles y asegurar un retorno óptimo de capital invertido. De este modo, la bioseguridad es una inversión imprescindible para garantizar la productividad, competitividad y sostenibilidad de las empresas avícolas de hoy y del futuro.
En términos generales, un programa de bioseguridad tiene los siguientes objetivos:
- Evitar pérdidas debido a enfermedades y menores rendimientos de producción
- Disminuir costos debidos al uso de antibióticos y otras medidas para mitigar el impacto y riesgo de transmisión de enfermedades
- Asegurar el suministro ininterrumpido de productos
- Cumplir con los requisitos de calidad e inocuidad alimentaria
- Satisfacer las exigencias de consumidores en mercados locales e internacionales
- Mantener y/o aumentar la participación de la empresa en el mercado
En base a lo anterior, la bioseguridad ha dejado de ser una área puramente técnica para convertirse en el cimiento de las empresas modernas productoras de productos avícolas sanos, nutritivos y confiables para la población humana.
Bioseguridad y Parámetros Claves de Rendimientos
Las empresas avícolas, como muchas otras industrias, saben que no se puede manejar lo que no se mide (W. E. Deming y P. Drucker) y por lo regular asignan recursos y cuentan con herramientas para recolectar y analizar sistemáticamente parámetros clave de rendimientos. Esta información tiene gran valor para evaluar resultados, hacer comparaciones, sentar objetivos y tomar decisiones.
Siguiendo esta mecánica, las propuestas para establecer o mejorar un programa de bioseguridad, tendrán mayor prioridad cuando se acompañan con datos (preferentemente propios de la empresa) mostrando el impacto potencial o histórico de las enfermedades sobre estos parámetros.
El impacto económico de las enfermedades sobre la viabilidad de las parvadas, conversión alimenticia, ganancias de peso, kilogramos de carne producidos, número de huevos y pollitos por gallina alojada, etc., provee un argumento convincente para justificar inversiones en el área de bioseguridad. Esta estrategia también permite establecer una relación objetiva de los beneficios de la bioseguridad bajo las condiciones, la realidad económica y los objetivos propios de la empresa.
Diseño y Establecimiento del Programa
La identificación de los factores de riesgo que pueden resultar en la introducción de enfermedades es el primer paso para diseñar y establecer un programa de bioseguridad para una empresa o granja especifica. Los factores de riesgo usados comúnmente para diseñar un programa se muestran en la Figura 2.
Así mismo, es indispensable establecer procedimientos de aislamiento (evitar contacto con otras parvadas o aves de patio), limpieza y desinfección (antes de la entrada de vehículos, equipo, herramientas de trabajo) y control de tráfico de personas y vehículos.
En la producción avícola es cada vez mas frecuente el uso de análisis de riesgos para evaluar procesos de producción e identificar fortalezas y debilidades de los mismos. Este es un método sumamente útil para evaluar el programa de bioseguridad e identificar oportunidades para su mejoramiento. Esta tarea debe llevarse a cabo continuamente por el personal responsable del programa o periódicamente con la asistencia de auditores externos especializados.
Como se muestra en la Figura 3, una vez que un factor de riesgo (nuevo o emergente) es identificado, su impacto debe ser analizado y seguido por la planeación y ejecución de medidas correctivas. Idealmente, la efectividad de estas acciones debe ser sujetas a algún tipo de evaluación o verificación.
Para el establecimiento e implementación de un programa efectivo de bioseguridad se requieren los siguientes componentes:
- 1. Conceptual (ubicación de la granja, tamaño, número de edades, aislamiento de otras granjas y/o aves de patio).
- 2. Estructural(diseñodemódulosde entrada y galpones, galpones a prueba de aves silvestres y roedores, puertas y cercos perimetrales).
- 3. Operacional (cambios de ropa y calzado, duchas a la entrada y salida, limpieza y desinfección de instalaciones y equipo)
- 4. Cultural(compromiso, entrenamiento, reconocimiento, auditorias)
La Figura 4 ilustra la estrecha relación entre estos componentes y la ejecución correcta de los mismos para garantizar el éxito del programa.
Comprensiblemente, el programa y sus componentes tienen que ser congruentes con los objetivos y recursos de cada empresa. En general, el mejor programa de bioseguridad es aquel que cumple con principios básicos, es diseñado con objetivos realistas y usa recursos disponibles para mejorar continuamente.
Cultura y el Factor Humano
Las normas de bioseguridad son percibidas frecuentemente como “costosas, inconvenientes y dogmáticas” y estas actitudes tienen una influencia negativa en el desarrollo de la cultura, el compromiso y la ejecución de un programa.
Esta barrera cultural solamente puede ser superada mediante buena comunicación, educación y el establecimiento de objetivos para todos y cada uno de los empleados en conjunción con los objetivos de la empresa.
Indudablemente, el éxito de un programa depende de la concientización de todos los empleados en la importancia del mismo para lograr sus objetivos, tener estabilidad de empleo y la posibilidad de mejorar su calidad de vida.
Para lograr esto es necesario establecer requisitos de empleo, sesiones de entrenamiento (al iniciar el empleo y anualmente como mínimo), contratos definiendo responsabilidades de trabajo, la obligación de cumplir con las normas de bioseguridad en todo momento y las ramificaciones por fallas en su cumplimento o la notificación de infracciones. De tal forma, la bioseguridad debe ser una parte esencial de la cultura que guíe las decisiones y operaciones cotidianas de una empresa.
El desarrollo de la cultura de bioseguridad requiere liderazgo, trabajo en equipo y buena comunicación. La adopción y compromiso con la misma también puede promoverse mediante reconocimientos e incentivos, tanto para empleados como para productores bajo sistemas de aparcería, para premiar y hacer público ejemplos de dedicación y contribuciones o ideas para su mejoramiento.
Una vez que se ha desarrollado un programa e invertido en infraestructura y recursos, no se debe asumir que todos los requisitos y procedimientos se cumplen todos los días y sin ningún error.
Por lo tanto, es sumamente útil llevar a cabo auditorias internas (y/o con la asistencia de terceros) para evaluar la ejecución del programa y detectar deficiencias operativas y estructurales. Las auditorias son el mejor mecanismo para identificar áreas que pueden ser mejoradas mediante entrenamiento, ajustes de los procedimientos y/o la necesidad de modificaciones en las instalaciones.
Monitoreos Activo y Pasivo
A medida que la industria avícola avanza y se enfrenta a mayores exigencias, esta depende cada vez más del apoyo de laboratorios de diagnóstico. Estos realizan pruebas rutinarias para determinar el estado de salud de las parvadas, evaluar niveles de inmunidad post-vacunación y confirmar la efectividad del programa de bioseguridad. Estas actividades constituyen un monitoreo activo.
En muchos países, el monitoreo rutinario del estado de salud es requerido por programas oficiales para la certificación de las parvadas y su progenie como libres de ciertas enfermedades.
Así mismo, usando métodos rápidos de diagnóstico, los laboratorios pueden detectar tempranamente la introducción de enfermedades como la influenza aviar, enfermedad de Newcastle y las micoplasmosis. Esto requiere la colección de muestras seguida la aparición de signos clínicos (aumentos de mortalidad y bajas de producción) o la identificación de lesiones específicas.
Este tipo de vigilancia o monitoreo pasivo es de vital importancia para responder de manera inmediata e iniciar, en caso necesario, la ejecución de medidas de contingencia (como cuarentenas o controles de trafico) para evitar la transmisión de enfermedades a otras granjas.
No existe un programa de bioseguridad 100% infalible, por lo tanto, los resultados de laboratorio sirven para verificar su eficacia y proveen información critica para ejecutar acciones oportunas para proteger a la empresa.

Breeder male management, key to success in the poultry business
Dr. Cristiano Pereira, Technical Manager for Cobb, was in charge of the presentation on "Breeder male management, key to success in the poultry business" during the LPN Congress 2018.
The management of a breeder integration requires experience and dedication, many indicators are clear and straightforward, however the vast majority of the control elements that must be routinely reviewed are subjective and require knowledge, field presence, attention to numbers and clear goals to be pursued.
The main goal of a breeder integration is to supply broiler production with as many chicks as possible, with the highest quality. But achieving this is no easy task and a robust routine needs to be established and maintained by everyone on the technical team.
Proper control of the growth curve, following the recommended weight patterns for the lineage on a weekly basis, body conformation, conferring exactly what is expected in muscle development each week and adequate nutrient intake are critical, just to cite the most obvious control points.
These controls are not isolated. They depend on a strict control of:
- Environment
- Equipment density
- Density of males per square meter Sanitation
Determining an evaluation routine, with clear check-list criteria, is essential for younger and even more experienced technicians.
The result of an accompanying routine will lead to well-formed males ready to deliver the best fertility results in production, but that's only part of the job:
- During the production phase, even well-trained males can lose quality and performance in a few weeks, due to wrong decisions, again based on hasty interpretations, without clear criteria.
We need to look at many aspects, this time, also related to females.
It is impossible to talk about fertility, hatching and production of quality chicks without having a varied list of patterns to follow that involve the females, from:
- Growth indicators Weight gain
- Conformation
- Ration supply program Egg quality
- Methodology used in the cleaning and disinfection of the same.
Each element is related when the topic is male management and top quality chick production, aspects that are complementary and synergistic.
However, we cannot forget that our margins in poultry farming are getting smaller and smaller and it is not enough to produce the highest number of chicks, with the highest quality to supply the poultry production, but we also need to do it at the lowest possible cost. To this end, control of the formulation of the ration used for males and females, of the additives used and of the volumes of feed needed for production, without wastage, are vital for maintaining the viability of broiler chick production.
We have very clear all the operations involved in this production, all the control elements, all the necessary routine for the proper conduction of this chain, we need to invest the necessary time to have our teams with good training, with all the necessary knowledge to offer the best service in the conduction and management of breeder flocks with the maximum performance in the production of quality chicks with the lowest cost, otherwise, our path will be longer in the search for the best results.
Manejo, epidemiología e impacto económico de las enfermedades entéricas bacterianas en broilers
El Dr. Charles L. Hofacre, presidente de Southern Poultry Research Group y profesor emérito de la Universidad de Georgia, fue el encarga de la ponencia sobre "Manejo, epidemiología e impacto económico de las enfermedades entéricas bacterianas en broilers".
Los nutricionistas de avicultura, veterinarios y especialistas en zootecnia se enfrentan actualmente a numerosos cambios en las regulaciones y en las preferencias de los consumidores, además de la responsabilidad de siempre de criar aves sanas de una manera rentable.
Estas regulaciones incluyen cambios en el uso de antibióticos, mayor seguridad alimentaria y mayor preocupación sobre cómo son criadas las aves y cómo se gestionan los residuos del galpón.
En el marco de la evolución de este entorno empresarial, la prevención y control de las enfermedades entéricas se ha convertido en una de las principales prioridades de la industria del pollo de engorde.
Las bacterias entéricas tienen fuerte impacto en el rendimiento, salud y bienestar de las aves, así como en la seguridad alimentaria.
Dos de los principales enfermedades bacterianas que suponen un reto para la producción de broilers en la actualidad, y que serán abordados en esta ponencia, son la enteritis necrótica y Salmonella.
Enteritis Necrótica
La retirada de los antibióticos promotores del crecimiento y los anticoccidiósicos ionóforos de los alimentos en avicultura, ya sea por las nuevas regulaciones o por las nuevas tendencias de mercado, ha conducido a una mayor frecuencia de aparición de casos severos de enteritis necrótica. Se estima que el costo asociado a la enteritis necrótica subclínica (perjudica la digestión y absorción de nutrientes) podría ascender a 5 centavos de dólar por ave.
En base a estimaciones y las de la producción mundial de carne de broiler, el costo de la enfermedad para la industria avícola podría es de casi $2 billones U.S.D.
La Enteritis Necrótica (EN) está causada por Clostridium perfringens (CP) tipo A, que produce toxinas alfa y beta. CP forma esporas que son muy resistentes a los cambios ambientales, pudiendo persistir durante largos periodos de tiempo. CP es una bacteria gram positiva anaerobia que puede encontrarse en el piso, polvo, heces, alimento y, especialmente, en la cama de pollos y pavos.
La enteritis necrótica se puede aparecer de 3 formas:
- Hiperaguda
- Aguda
- Subclínica
Se manifiesta principalmente en broilers de 10 a 28 días de vida. Los signos clínicos consisten en depresión, amontonamiento, plumas erizadas, falta de apetito, diarrea y, en casos severos, una elevada mortalidad.
El comienzo de la enfermedad puede ocurrir rápidamente y la mortalidad puede oscilar entre el 2% y el 50%. La forma subclínica no provoca mortalidad pero sí que reduce la eficiencia alimenticia. La enfermedad también podría manifestarse en forma de hepatitis o colangiohepatitis en pollos a la edad de procesado.
Las lesiones varían desde casos leves que podrían ser confundidas con coccidiosis, disbacteriosis o enteritis vírica. Las principales lesiones incluyen agrandamiento o inflamación de los intestinos con una coloración que va desde claro a marrón, con pseudomembranas diftéricas y un fluido acuoso marrón-sanguinolento.
Es muy típico la clásica imagen de “Toalla Turca” en la que la superficie de la mucosa del intestino delgado adquiere un aspecto áspero. Las lesiones se observan con mayor frecuencia en el asa descendente del duodeno hacia el yeyuno, y ocasionalmente en el íleon.
Las aves saludables, a menudo, tienen una baja carga bacteriana de CP en sus intestinos. Por razones aún desconocidas, las bacterias presentes en las aves saludables no liberan toxinas y podrían no causar síntomas o afectar al rendimiento. Aparentemente, cuando se produce un cambio en el proceso de crecimiento, CP comienza a provocar alteraciones en su metabolismo y a causar problemas.
Al igual que en el caso de otras enfermedades, en las que la causa es multifactorial, no se puede señalar un único componente como el más importante. Sin embargo, hay indicios significativos de que la nutrición es uno de los factores clave en el desarrollo y propagación de la enfermedad.
A diferencia de la harina de maíz y de soya, los granos pequeños como como el trigo, centeno y cebada adquieren una gran viscosidad, moviéndose lentamente por el tracto digestivo y permitiendo una rápida multiplicación de CP. La harina de pescado y otros productos animales también se consideran como factores que propician el desarrollo de enteritis necrótica.
Un cambio brusco en la alimentación o en la distribución del mismo (escasez parcial de alimento) podría desencadenar un brote. Adicionalmente, los ingredientes presentes en el alimento o la calidad del agua podrían también alterar la motilidad intestinal o perjudicar a la mucosa intestinal.
Otros factores de riesgo que incrementan la incidencia de EN son la retirada de la cama entre lotes, meses más fríos (reducción en la ventilación/mayor humedad de la cama) y, a nivel general, unas condiciones de alojamiento deficientes. La calidad y nivel sanitario de los huevos en el momento de la eclosión, así como la calidad del pollito también podrían ser factores predisponentes.
En países en los que los granos pequeños son utilizados de forma habitual en la alimentación de los pollos, el uso de enzimas digestivas ayudan a reducir la enteritis necrotica.
Productos destinados a favorecer una microbiota saludable, tales como probióticos (conteniendo Bacillus, Lactobacillus spp. etc.), exclusión competitiva (CE) mediante cultivos indefinidos de flora intestinal de pollos, carbohidratos complejos (como manosa), aceites esenciales y ácidos orgánicos han demostrado ser beneficiosos, ya sea solas o en combinación, para reducir la incidencia y efectos perjudiciales de esta condición.
La coccidiosis es probablemente el mayor factor predisponente de la enteritis necrótica en broilers y, por ello, su control se ha convertido en un aspecto crítico en los sistemas de producción de broilers en los que ya no se emplean antibióticos promotores del crecimiento y/o anticoccidiósicos ionóforos.
La inmunización con vacunas atenuadas o vivas no atenuadas de coccidias es una práctica cada vez más común como método de exposición controlada. Sin embargo, las vacunas pueden causar daños leves en el epitelio intestinal. La humedad de la cama, las prácticas de incubación, temperatura, ventilación y sanitización también tienen un papel en la reducción de la coccidiosis y en las reacciones adversas posteriores a la vacunacion.
Cada vez hay más evidencias científicas y experiencias de campo que sugieren que un programa de manejo preventivo integral y el uso combinado de productos alternativos puede mitigar los efectos de las coccidias y evitar la replicación y producción de toxinas por parte de C. perfringens.
Salmonella
La salmonelosis es una de las toxiinfecciones alimentarias más comunes en USA con unos costos médicos estimados en $3.7 billones anuales. Entre los alimentos de origen animal, los productos avícolas son una importante fuente de Salmonella.
Varias salmonelas se encuentran de forma natural en las parvadas comerciales y, por ello, se están dedicando considerables esfuerzos en reducir o eliminar su presencia en la producción avícola, así como en el procesado, empacado y preparación de los alimentos para prevenir su introducción en la cadena alimentaria.
Los nuevos estándares para Salmonella en pollo y piezas de pollo, establecidos en 2016 por el Servicio de Inspección y Seguridad Alimentaria del USDA, junto con la creciente presión de los proveedores y consumidores, están obligando a los productores de broilers a desarrollar estrategias para reducir la incidencia en los sistemas de producción y procesamiento.
La industria del pollo de engorde puede lograr el reto de la para reducir la presencia de Salmonella si acepta un concepto elemental: Salmonella es un problema de manejo. La forma en la que se maneje el sistema de producción en la granja determinará el éxito en la reducción de la Salmonella en la planta de procesado.
Se ha visto un aumento considerable, y la tendencia probablemente continúe, en el número de alternativas y la disponibilidad de productos para reducir los niveles de Salmonella, muchos de los cuales podrían ser de gran utilidad.
- Evitar la entrada: El control de Salmonella comienza en la planta de incubación en reproductorasybroilers.Sehademostrado que las serovares de Salmonella que infectan a los pollitos a edades tempranas suelen ser las mismas que se encuentran más adelante. Por ello, las estrategias de control empleadas para reducir/eliminar la exposición de los reproductores o la planta de incubación a Salmonella, o durante los primeros días de vida del pollito, son críticos.
- Bioseguridad: Un programa de bioseguridad debe incluir el manejo de los factoresderiesgo,talescomolaspersonas y el movimiento de equipos, la limpieza y desinfección, el control de plagas (roedores/ insectos) y el diseño de edificios Bioseguros.
- Alimento: El alimento y los ingredientes de los mismos son una parte crítica del programa. Un tratamiento térmico y químico adecuado del alimento, así como el control del polvo en la fábrica de alimentos balanceados y el control de insectos/ roedores son algunos de los aspectos de mayor relevancia.
- Virutas/cama: La cama y la humedad de la misma durante el ciclo de producción del lote tiene un fuerte impacto en la supervivencia de las salmonelas y en su supervivencia y multiplicación en el piso. El manejo del sistema de distribución de agua es un punto clave para el control de la humedad de la cama.
- Agua: El agua es un punto crítico a tener en cuenta y ocasionalmente puede ser una fuente de entrada de Salmonella en el galpón, además de ser una forma de propagación de la bacteria por la misma. La caída del polvo en los bebederos abiertos, e incluso en los bebederos automáticos puede ser una forma de contaminación. La cloniración regular con 3-5 ppm puede reducir la transmisión de Salmonella.
Los métodos de intervención en las granjas incluyen el uso de probióticos (Lactobacillus spp., y Bacillus spp.) o el uso de cultivos de exclusión competitiva obtenidos de pollos normales para que se instalen en el intestino para prevenir la colonización de Salmonella.
Varios prebióticos (ácidos orgánicos, aceites esenciales, carbohidratos complejos, extractos a base de levaduras, etc.) que pueden ser digeridas por las aves, pero también ser usados por las bacterias comensales del intestino como alternativa a los antibióticos promotores del crecimiento.
Recientemente, la combinación de los probióticos con los prebióticos (simbióticos) han aparecido en el mercado. La idea es que el probiótico sea administrado junto con un prebiótico específico que le sirve de sustrato para lograr un asentamiento exitoso del probiótico en el intestino.
Las vacunas vivas modificadas de Salmonella, en combinación con vacunas inactivadas de Salmonella (bacterinas) son comúnmente empleadas en lotes de reproductoras para prevenir las infecciones sistémicas por Salmonella, reduciendo el riesgo de transmisión a su progenie.
Múltiples estudios han demostrado que los broilers procedentes de gallinas vacunadas frente a Salmonella tienen una prevalencia más baja en el momento del nacimiento, durante su crecimiento y antes de entrar en la planta de procesado.
El intestino de los pollos es un ecosistema complejo, con un equilibrio delicado. Las enfermedades entéricas, tales como la coccidiosis, pueden alterar este equilibrio, afectando negativamente a la microbiota normal, y permitiendo que la Salmonella se convierta en una parte predominante de la microbiota cecal. Por ello, es esencial que todas las secciones de la microbiota intestinal sean cuidadas para lograr una salud y rendimiento óptimos.
No hay una única solución o programa para el control de Salmonella. La mayoría de los programas que tienen éxito son aquellos que utilizan tantas estrategias e intervenciones de las enumeradas anteriormente como sea posible desde el punto de vista práctico y económico.
Conforme vayamos teniendo más conocimiento, seremos capaces de minimizar las enfermedades entéricas y tendremos pollos de engorde que crecen de forma eficiente, a la vez que proveemos de una fuente saludable y segura a nuestros consumidores.